Dylan:
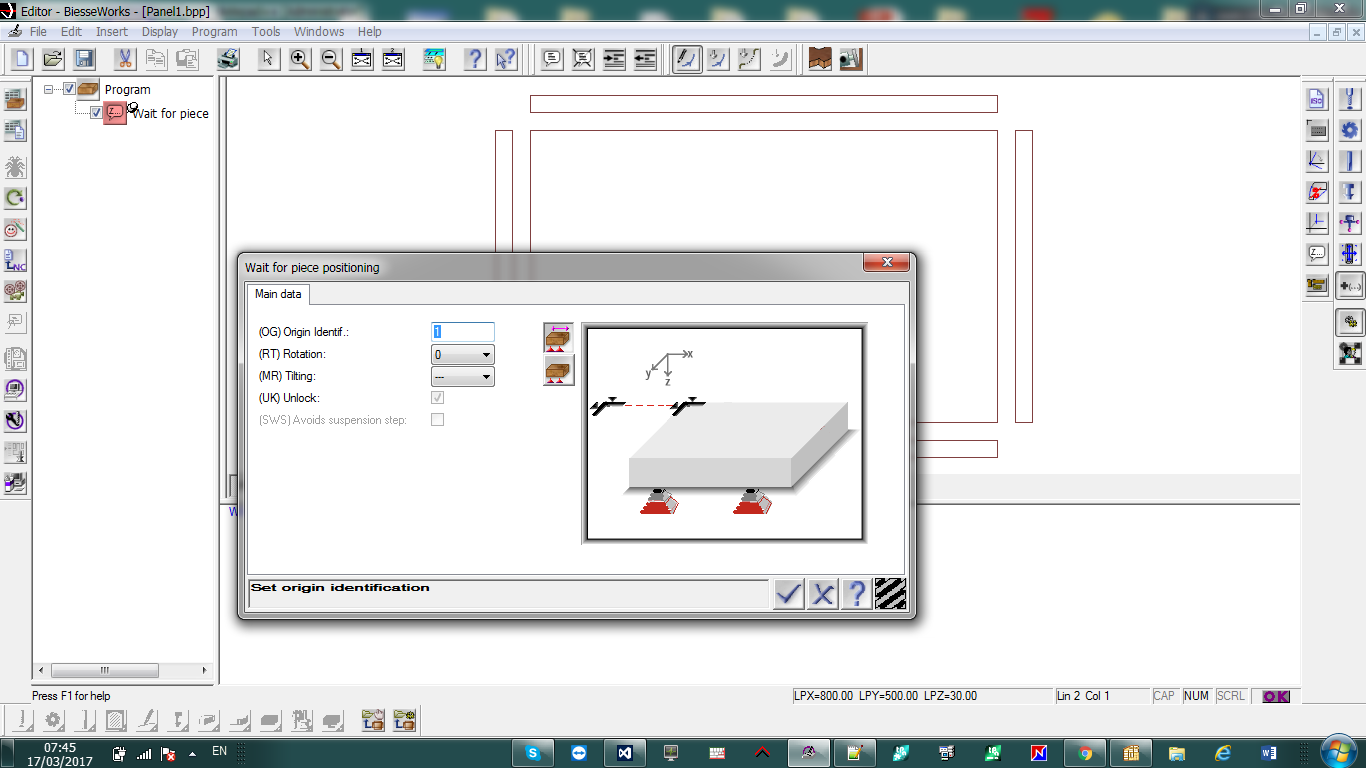
Remember, Cabinet Pro CNC writes the code directly to Biesseworks. Does your response mean that we simply add the line,
@ WAIT, "", "", 39530916, "", 0 : 0, 1, 0, 0, 1, 0
outside of any given block of code? In other words, that line as written will cause the machine to pause if inserted into the code?
For example, is the insertion shown just before the last BLOCK below correct?
BEGIN ID CID3
"C:\Cabinet Pro\CNC\CNC_TEST.CID"
REL= 3.0
AXIS=x+,y-,z-
END ID
BEGIN MAINDATA
LX=2463.8000
LY=1244.6000
LZ=16.4846
OX=0.00
OY=0.00
OZ=0.00
BEGIN TECH
CAT=0
END TECH
END MAINDATA
BEGIN BLOCK
NAME=WRK
SIDE=0
BEGIN PLINE
BEGIN TECH
CAT=0
TYP='0'
TOOLNAME=1/2" DADO BIT
WORKSPEED=0.0000
ROTSPEED=0.0000
DESSPEED=0.0000
TOOLCORTYP=R,0,R,
0
ANG=90.0000,0.0000
END TECH
LINE,XS=166.9796,YS=0.0000,ZS=9.525,XE=166.9796,YE=480.2505,ZE=9.525
END PLINE
END BLOCK
BEGIN BLOCK
NAME=WRK
SIDE=0
BEGIN PLINE
BEGIN TECH
CAT=0
TYP='0'
TOOLNAME=1/2" DADO BIT
WORKSPEED=0.0000
ROTSPEED=0.0000
DESSPEED=0.0000
TOOLCORTYP=R,0,R,
0
ANG=90.0000,0.0000
END TECH
LINE,XS=166.9796,YS=480.2505,ZS=9.525,XE=161.9250,YE=480.2505,ZE=9.525
END PLINE
END BLOCK
BEGIN BLOCK
NAME=WRK
SIDE=0
BEGIN PLINE
BEGIN TECH
CAT=0
TYP='0'
TOOLNAME=1/2" DADO BIT
WORKSPEED=0.0000
ROTSPEED=0.0000
DESSPEED=0.0000
TOOLCORTYP=R,0,R,
0
ANG=90.0000,0.0000
END TECH
LINE,XS=161.9250,YS=480.2505,ZS=9.525,XE=161.9250,YE=0.0000,ZE=9.525
END PLINE
END BLOCK
@ WAIT, "", "", 39530916, "", 0 : 0, 1, 0, 0, 1, 0
BEGIN BLOCK
NAME=WRK
SIDE=0
BEGIN PLINE
BEGIN TECH
CAT=0
TYP='0'
TOOLNAME=1/2 INCH COMPRESSION
WORKSPEED=0.0000
ROTSPEED=0.0000
DESSPEED=0.0000
TOOLCORTY
P=R,0,R,0
ANG=90.0000,0.0000
END TECH
LINE,XS=771.5250,YS=517.5250,ZS=16.6624,XE=771.5250,YE=-3.1750,ZE=16.6624
LINE,XS=771.5250,YS=-3.1750,ZS=16.6624,XE=771.5250,YE=-3.1750,ZE=16.6624
LI
NE,XS=771.5250,YS=-3.1750,ZS=16.6624,XE=-3.1750,YE=-3.1750,ZE=16.6624
LINE,XS=
-3.1750,YS=-3.1750,ZS=16.6624,XE=-3.1750,YE=-3.1750,ZE=16.6624
LINE,XS=-3.1750
,YS=-3.1750,ZS=16.6624,XE=-3.1750,YE=517.5250,ZE=16.6624
LINE,XS=-3.1750,YS=51
7.5250,ZS=16.6624,XE=-3.1750,YE=517.5250,ZE=16.6624
LINE,XS=-3.1750,YS=517.525
0,ZS=16.6624,XE=771.5250,YE=517.5250,ZE=16.6624
END PLINE
END BLOCK
(sorry for the lack of indentation. Copy & Paste did not include the indents.)