Message Thread:
Pausing in Woodwop, HOPS, and Biesseworks
3/16/17
 Website: http://www.cabinetpro.com
Website: http://www.cabinetpro.com
We are implementing flip-side machining for MDF doors, vertical partitions, etc. and need the pause command used in Biesseworks, HOPS, and Woodwop. G4 is used in G-Code and PAUSE in SB Code, but Biesseworks, HOPS, and Woodwop are elusive. If anyone knows what the pause command in any of those languages is, please let me know. It would be greatly appreciated!
http://www.cabinetpro.com
3/16/17 #2: Pausing in Woodwop, HOPS, and Biess ...
Frank,
In the old Woodwop 4.0 it was a NC stop, a park, a release vacuum and then flip and continue. Not sure what the g codes are but you could do in woodwop and look at the prg.
A-
Click the link below to download the file included with this post.
E00B031.pdf
3/16/17 #3: Pausing in Woodwop, HOPS, and Biess ...
Website: http://www.cnc-tool.com
I have it as follows for BSworks
@ WAIT, "", "", 39530916, "", 0 : 0, 1, 0, 0, 1, 0
(suspension and vacuum release with no translation of origin)
@ WAIT, "", "", 39532836, "", 0 : 0, 5, 0, 0, 1, 0
(suspension and vacuum release with translation from origin #1 to #5)
as always, service@biesseamerica.com for further details.
regards
dylan
www.machineconsult.com
3/17/17 #4: Pausing in Woodwop, HOPS, and Biess ...
Website: http://www.cabinetpro.com
Dylan:
Remember, Cabinet Pro CNC writes the code directly to Biesseworks. Does your response mean that we simply add the line,
@ WAIT, "", "", 39530916, "", 0 : 0, 1, 0, 0, 1, 0
outside of any given block of code? In other words, that line as written will cause the machine to pause if inserted into the code?
For example, is the insertion shown just before the last BLOCK below correct?
BEGIN ID CID3
"C:\Cabinet Pro\CNC\CNC_TEST.CID"
REL= 3.0
AXIS=x+,y-,z-
END ID
BEGIN MAINDATA
LX=2463.8000
LY=1244.6000
LZ=16.4846
OX=0.00
OY=0.00
OZ=0.00
BEGIN TECH
CAT=0
END TECH
END MAINDATA
BEGIN BLOCK
NAME=WRK
SIDE=0
BEGIN PLINE
BEGIN TECH
CAT=0
TYP='0'
TOOLNAME=1/2" DADO BIT
WORKSPEED=0.0000
ROTSPEED=0.0000
DESSPEED=0.0000
TOOLCORTYP=R,0,R,
0
ANG=90.0000,0.0000
END TECH
LINE,XS=166.9796,YS=0.0000,ZS=9.525,XE=166.9796,YE=480.2505,ZE=9.525
END PLINE
END BLOCK
BEGIN BLOCK
NAME=WRK
SIDE=0
BEGIN PLINE
BEGIN TECH
CAT=0
TYP='0'
TOOLNAME=1/2" DADO BIT
WORKSPEED=0.0000
ROTSPEED=0.0000
DESSPEED=0.0000
TOOLCORTYP=R,0,R,
0
ANG=90.0000,0.0000
END TECH
LINE,XS=166.9796,YS=480.2505,ZS=9.525,XE=161.9250,YE=480.2505,ZE=9.525
END PLINE
END BLOCK
BEGIN BLOCK
NAME=WRK
SIDE=0
BEGIN PLINE
BEGIN TECH
CAT=0
TYP='0'
TOOLNAME=1/2" DADO BIT
WORKSPEED=0.0000
ROTSPEED=0.0000
DESSPEED=0.0000
TOOLCORTYP=R,0,R,
0
ANG=90.0000,0.0000
END TECH
LINE,XS=161.9250,YS=480.2505,ZS=9.525,XE=161.9250,YE=0.0000,ZE=9.525
END PLINE
END BLOCK
@ WAIT, "", "", 39530916, "", 0 : 0, 1, 0, 0, 1, 0
BEGIN BLOCK
NAME=WRK
SIDE=0
BEGIN PLINE
BEGIN TECH
CAT=0
TYP='0'
TOOLNAME=1/2 INCH COMPRESSION
WORKSPEED=0.0000
ROTSPEED=0.0000
DESSPEED=0.0000
TOOLCORTY
P=R,0,R,0
ANG=90.0000,0.0000
END TECH
LINE,XS=771.5250,YS=517.5250,ZS=16.6624,XE=771.5250,YE=-3.1750,ZE=16.6624
LINE,XS=771.5250,YS=-3.1750,ZS=16.6624,XE=771.5250,YE=-3.1750,ZE=16.6624
LI
NE,XS=771.5250,YS=-3.1750,ZS=16.6624,XE=-3.1750,YE=-3.1750,ZE=16.6624
LINE,XS=
-3.1750,YS=-3.1750,ZS=16.6624,XE=-3.1750,YE=-3.1750,ZE=16.6624
LINE,XS=-3.1750
,YS=-3.1750,ZS=16.6624,XE=-3.1750,YE=517.5250,ZE=16.6624
LINE,XS=-3.1750,YS=51
7.5250,ZS=16.6624,XE=-3.1750,YE=517.5250,ZE=16.6624
LINE,XS=-3.1750,YS=517.525
0,ZS=16.6624,XE=771.5250,YE=517.5250,ZE=16.6624
END PLINE
END BLOCK
(sorry for the lack of indentation. Copy & Paste did not include the indents.)
3/17/17 #5: Pausing in Woodwop, HOPS, and Biess ...
Website: http://www.cabinetpro.com
Alan:
We are not working withing Woodwop so we don't have access to the NC icon. We are writing code directly to Woodwop. As an example, the code below will do the same thing as the code above for Biesseworks. Do you know the code that should be inserted in this code to initiate a pause?
[H
VERSION="4.0 Alpha"
OP="1"
O2="0"
O4="0"
O3="0"
O5="0"
FM="1"
ML="2000"
GP="0"
GY="0"
GXY="0"
NP="1"
NE="0"
NA="0"
BFS="0"
US="0"
CB="0"
UP="0"
DW="0"
MAT="HOMAG"
INCH="0"
VIEW="NOMIRROR"
ANZ="1"
_BSX=2463.80
_BSY=1244.60
_BSZ=16.48
_FNX=0.000000
_FNY=0.000000
_RNX=0.000000
_RNY=0.000000
_RNZ=0.000000
_RX=2463.80
_RY=1244.60
]1
$E0
KP
X=155.57
Y=1244.60
Z=26.01
$E1
KL
X=155.57
Y=1244.60
Z=6.96
$E2
KL
X=155.57
Y=764.35
Z=6.96
$E3
KL
X=155.57
Y=764.35
Z=26.01
<105 \Konturfraesen\
EA="1:0"
MDA="TAN"
STUFEN="0"
ZSTART="0"
ANZZST="0"
RK="WRKL"
EE="1:3"
MDE="TAN_AB"
EM="0"
RI="1"
TNO="102"
SM="0"
S_="STANDARD"
F_="290.7"
AB="0"
VLS="0"
VLE="0"
ZA="@0"
HP="0"
SP="0"
YVE="0"
WW="1,2,3"
ASG="2"
RSEL="0"
RWID="0"
MX="0"
MY="0"
MZ="0"
MXF="1"
MYF="1"
MZF="1"
]2
$E0
KP
X=765.18
Y=733.43
Z=26.01
$E1
KL
X=765.18
Y=733.43
Z=-0.18
$E2
KL
X=765.18
Y=1241.43
Z=-0.18
$E3
KL
X=3.18
Y=1241.43
Z=-0.18
$E4
KL
X=3.18
Y=733.43
Z=-0.18
$E5
KL
X=765.18
Y=733.43
Z=-0.18
$E6
KL
X=765.18
Y=733.43
Z=26.01
<105 \Konturfraesen\
EA="2:0"
MDA="TAN"
STUFEN="0"
ZSTART="0"
ANZZST="0"
RK="WRKL"
EE="2:6"
MDE="TAN_AB"
EM="0"
RI="1"
TNO="103"
SM="0"
S_="STANDARD"
F_="828"
AB="0"
VLS="0"
VLE="0"
ZA="@0"
HP="0"
SP="0"
YVE="0"
WW="1,2,3"
ASG="2"
RSEL="0"
RWID="0"
MX="0"
MY="0"
MZ="0"
MXF="1"
MYF="1"
MZF="1"
<100 \WerkStck\
LA="2463.80"
BR="1244.60"
DI="16.48"
FNX="0"
FNY="0"
AX="0"
AY="0"
<101 \Kommentar\
KM="WEEKE BHC"
??="0"
!
http://www.cabinetpro.com
3/17/17 #6: Pausing in Woodwop, HOPS, and Biess ...
Website: http://www.machineconsult.com
You are creating a CID, I sent over the BSWorks created line format for a .bpp for suspension, let me ck my documentation and or check with service next week while I am there.
D
3/17/17 #7: Pausing in Woodwop, HOPS, and Biess ...
frank
you use CID its very old format of biesse
its cant read directly by the quote
(must convert to bpp,cix or iso)
also not support origin not pass parameters
and worst not support the new bsolid
i checked now(by try to export to cid)and Cid also not support re positioning
you can see the attach its the command that in BSW
i suggest you not spend time on cid,you will have many problem with the new biesse machines
upgrade to CIX
goodluck
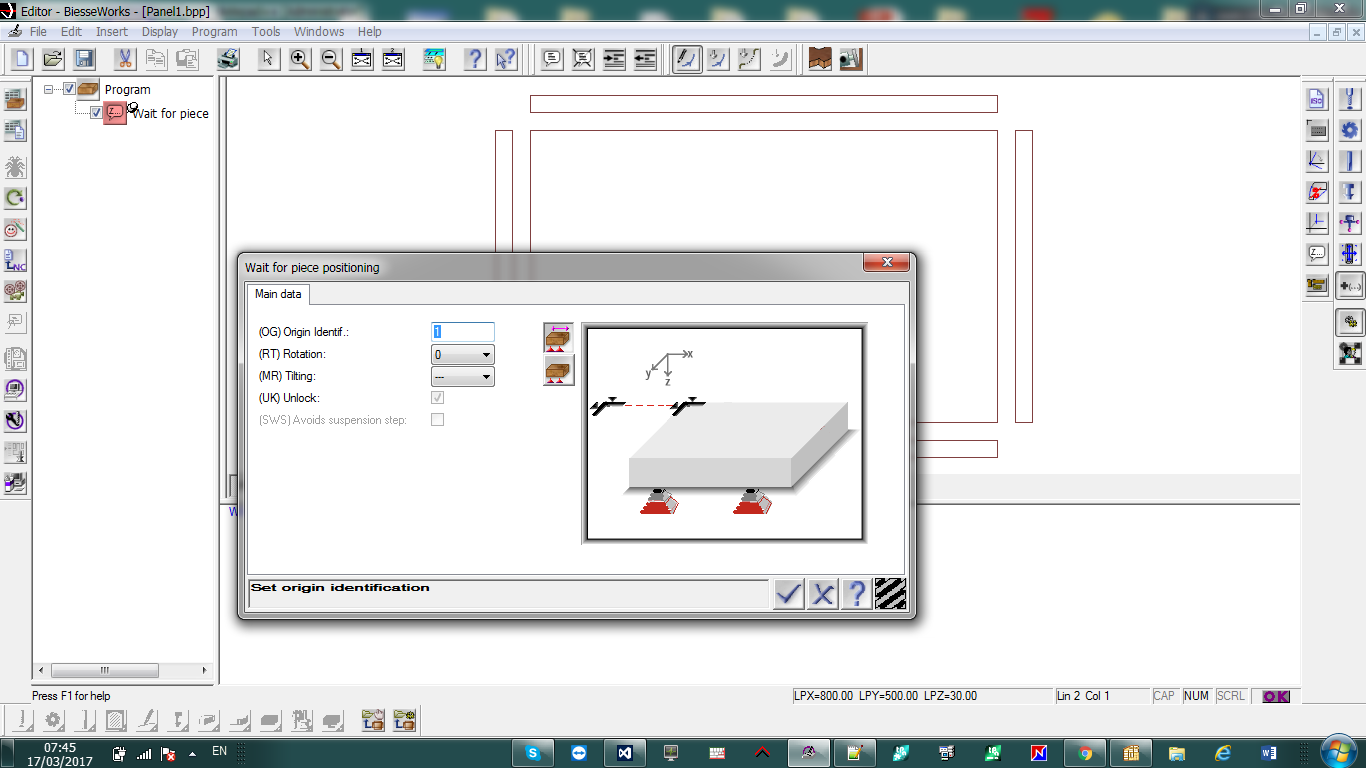
View higher quality, full size image (1366 X 768)
3/17/17 #8: Pausing in Woodwop, HOPS, and Biess ...
Frank,
This is the NC stop info for WoodWop:
9.2.15 NC-Stop: NC-Stop-Makro
ID-Number: 117
E.g.:
<117 \NCStop\
VL="1"
XA="34"
YA="45"
_Y="1"
XV="0"
YV="0"
Explanation:
XA : X-position (drive away position)
YA : Y-position
XV : X-offset (after release vacuum land tighten again)
YV : Y-offset
VL : Release vacuum 1/0
KM : Comment
MD : Mode. (extension of self defined start macro)
_Y : Declare Y-coordinate 1/0
KO : Coordinate system
ZR : display message at realtime
WT : time to wait
?? : condition (default=1)
EN : Enable (default=1)
3/17/17 #9: Pausing in Woodwop, HOPS, and Biess ...
Frank,
That syntax a Woodwop mpr file, the gcode is in the prg folder on a machine.
A-
3/17/17 #10: Pausing in Woodwop, HOPS, and Biess ...
Frank,
I inserted a NC stop in a mpr file, you can see the result
A-
Click the link below to download the file included with this post.
sample_mpr.pdf
3/17/17 #11: Pausing in Woodwop, HOPS, and Biess ...
Website: http://www.cabinetpro.com
Thank you very much everyone!!! Biesseworks, Woodwop, G-Code, and SB-Code are all taken care of now. All that is needed needed is SCM's Wincut (HOPS). In addition, an individual company can customize the pause routine to automatically move the spindle out of the way before the machine is paused.
Rather than flipping parts, we are flipping the entire panel (unless it is a point to point). I think it's far more efficient, and more unlikely to make mistakes. What are your thoughts on flipping parts vs. flipping entire sheets?
Thank you again! Your code has already been implemented into the various post processors, and will be available to all in the next Program Update (this coming Monday). And yes, in addition to Biesse's CID files, we are adding the newer format. But of course, we need to maintain support for older machines & older software as well as the newer ones.
Thank you again.
http://www.cabinetpro.com
3/18/17 #12: Pausing in Woodwop, HOPS, and Biess ...
Website: http://www.cabinetpro.com
Anyone with the Pause command(s) for Hops (Holzher) and/or Wincut (SCM)?
Thanks.
http://www.cabinetpro.com
3/18/17 #13: Pausing in Woodwop, HOPS, and Biess ...
wincut? its the beam saw software not cnc
scm for cnc its need xxl then convert to pgm or pgmx
3/18/17 #14: Pausing in Woodwop, HOPS, and Biess ...
Website: http://www.cabinetpro.com
Yes Katz. Cabinet Pro writes the g-code in an XXL file, and then SCM's software compiles it into a PGM file. We need the g-code for the pause command to be written into the XXL file. I am guessing it is the G4 command, since it is g-code, but am not sure since it needs to be compiled and may be required to be something else.
http://www.cabinetpro.com
3/18/17 #15: Pausing in Woodwop, HOPS, and Biess ...
Website: http://www.cabinetpro.com
Katz, here is some sample code for SCM (a .xxl file) where a simple dado is being cut, and then the G4 pause command, followed by the same dado cut on the flipped side, and ending with the part cutout. It is the G4 command that I'm not sure about for this particular brand of G-Code.
H DX=97.0000 DY=49.0000 DZ=0.7690 -AD R=1 *IN/DEF BX=0 BY=0 BZ=1 V=10
F=1
G0 X=3.1250 Y=0.2500 Z=0.3750 F18000 T=104 S=18000
G1 Z=0.2500
G1 X=28.1250 Y=0.2500 Z=0.2500 F314.96
G4
G0 X=3.1250 Y=48.7500 Z=0.3750 F18000 T=104 S=18000
G1 Z=0.2500
G1 X=28.1250 Y=48.7500 Z=0.2500 F314.96
G0 X=30.2500 Y=28.7500 Z=0.3750 F18000 T=104 S=18000
G1 Z=0.7760
G1 X=0.0000 Y=28.7500 Z=0.7760 F314.96
G1 X=0.0000 Y=49.0000 Z=0.7760 F314.96
G1 X=30.2500 Y=49.0000 Z=0.7760 F314.96
G1 X=30.2500 Y=28.7500 Z=0.7760 F314.96
N X=0 Y=0
.EOF
http://www.cabinetpro.com
3/18/17 #16: Pausing in Woodwop, HOPS, and Biess ...
Website: http://www.cabinetpro.com
Katz, here is an example of g-code (for the Patriot router) with flip side machining showing multiple lines of the PAUSE segment. In this example, we are getting the spindle out of the way before pausing.
%0.769_WHITE MELAMINE,MX
G40 G70 G80 G90
G44 G53
G54
(ORGX58=0,ORGY58=0,ORGZ58=0)
S18000 M3
M83
G4 K300
G54
T102
M6
G43 D102
G0 Z1.1440
G0 X6.4250 Y0.0000 F18000.
G1 Z0.3940 F145.35
G1 X6.4250 Y18.9075 F290.7
G1 X6.3750 Y18.9075
G1 X6.3750 Y0.0000
'The Pause segment of the post------------------
G0 Z1.1440
G0 X0 Y0
G4
'-----------------------------------------------
G0 Z1.1440
G0 X6.4250 Y49.0000 F18000.
G1 Z0.3940 F145.35
G1 X6.4250 Y30.0925 F290.7
G1 X6.3750 Y30.0925
G1 X6.3750 Y49.0000
G0 Z1.1440
S18000 M3
M83
G4 K300
G54
T103
M6
G43 D103
G0 Z1.1440
G0 X30.3750 Y28.6250 F18000.
G1 Z-0.0070 F414.
G1 X30.3750 Y49.1250 F828.
G1 X-0.1250 Y49.1250
G1 X-0.1250 Y28.6250
G1 X30.3750 Y28.6250
G0 Z1.1440
M05
G44
G53
G53 G0 Z0
X0 Y0
M30
http://www.cabinetpro.com
3/24/17 #17: Pausing in Woodwop, HOPS, and Biess ...
We started flipping sheets or 6 sided machining about 6 years ago. Works great. Our philosophy with nested base is no secondary operations unless absolutely necessary. We frequently have dissimilar sides in our parts. I don't know code on this as it all happens in CV. This was a hold up in our purchase of the automatic load unload machine. At first nobody had a solution to allow it to stop the process and allow for a flip. CV now has a post that combines the 2 files into 1 and inserts the pause automatically, allowing us 2 flip sheets and not have to run secondary operations. We are very happy with it.
We also learned that certain things were causing additional flips, mostly non thru holes on one side of a symmetrical panel. We changed are set up to theu drill those even if it didn't need it. We now flip about 2 in20 sheets.
3/24/17 #18: Pausing in Woodwop, HOPS, and Biess ...
Website: http://www.cabinetpro.com
Thank you Derek for the information. It turns out that we are handling flip side machining in a manner very similar to what you described. I have attached a video for you that shows how Cabinet Pro CNC handles this process.
If you are seeing this message, your version of flash needs to be upgraded to view this video.
Click here to get the latest version of the Flash player. |
http://www.cabinetpro.com
5/9/19 #19: Pausing in Woodwop, HOPS, and Biess ...
HOPS should have it's own stop macro button, I use alphacam and I have an NC HOPS program stop on the tool bar
|