Question
Does anyone have any idea where I can find out how much power is needed to cut sheet material, specifically 5/8 and 3/4 melamine and 3/4 MDF at full depth? I'm pretty sure I should be able to do it with my 7HP spindle, but it's bogging down. I'm currently running two passes at 18000 RPM and 600 IPM but would like to do the job in one, even if I need to slow the feed rate down.
I've tried both mortise and regular compression bits and I get the same thing.
I was able to go full depth with a single flute tool. Could it be chip removal that's the issue?
Forum Responses
(CNC Forum)
From contributor L:
We run 600" with two flute 3/8" compression in 3/4" melamine all day, 18,000rpm, 10 hp spindle, one pass, and no sign of taxing it. Are you using 3/8" bits? It seems like they should require less power than a 1/2".
I have run a 10hp on an Andi (air cooled) and a 12hp liquid cooled on a Holz Her. Both of these were/are unstoppable even running 3 flute tools at 900 to 1200 IPM and I have driven the 12 HP to 1600 IPM plus, full cut in 3/4.
Your 7hp is in the middle of these, but my sense is that you should be able to cut at 750IPM with a two flute tool without a problem. I really wonder if there is something else going on, perhaps the spindle is not getting the current it is rated for? Hopefully we will hear from some others now using 7HP what they are running for flutes, feeds and speeds in Melamine or MDF. This would directly get to the heart of your question. Has the manufacturer of the machine been of any help?
My feed rate is a bit lower, I work in metric but I think it would translate to somewhere around 500 ipm. The rest is still valid.
But is 7 HP really 7HP? Different companies use different ratings when talking about spindles. Some quote peak power, others use continuous ratings, and still others quote numbers based upon some duty factor and rpm. There are no standards in the CNC world about which rating is used.
It�s important to understand the main factors which affect HP. The first is �load�. Loads fall into three categories - constant torque, those where torque changes gradually, and those where torque changes abruptly.
The next is �duty cycle�. Duty cycle is the ratio of time the motor produces rated power divided by the total elapsed time. Motors with less than 100% duty cycle must turn off for an amount of time specified by the duty cycle to cool-down after operating. A motor with a 50% duty cycle must stay off for the same amount of time it has been on.
The third is "temperature". In the simplest terms, every electrical component, including the wires connecting them, loses power to resistance. Temperature affects resistance, the higher the temperature, the more the resistance. (One exception, anything below absolute zero, -459.67�F, has no resistance, in theory.) These three are by no means all the contributing factors. Things like vibration, dirt, altitude, moisture, overheating, overcurrent (service factor), and insulation condition (basically factors relating to aging) all affect power.
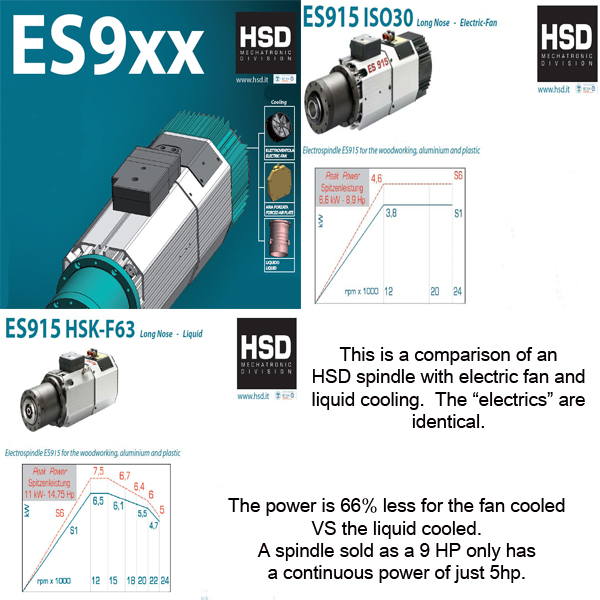
Happily there is a scale that takes many, (but not all) of these factors into account and I�ve included it below. Also, below is an excerpt from HSD�s catalogue, a well know brand. It shows, among other things, the wide variety of HP figures that could be used when referring to this spindle.
Referring to the fan cooled specs: Is it called a 8.9HP (6.6kW) as most do, because that�s the theoretical peak? Do you call it a (3.8kW) 5HP because after it been running for 20-30 minutes, that the power it actually has? That�s a 43% loss of power. Then there's a whole different set of figures by simply changing the cooling to liquid.
So if you have a 7HP air cooled spindle and it�s warmed up, then, it could be something like 43% less than 7HP, that's less than 4HP. So now your power is in the range of a good sized hand held router. I�ve made a number of presumptions to get here. That speed sounds a bit fast if I guessed accurately. There may be no other way than a double pass, (or a new spindle).

Below is a video of a six HP spindle going through a 3/4 board at 600"/min.
Next would be to check out the inverter. Are you running single phase into an inverter that is converting it to 3-phase? If you are you're losing 1/3 of that 7hp capability. If you are inputting 3-phase into the inverter, and all wires are sized correctly, then the problem could be the spindle itself.