Question (WOODWEB Member) :
I'm expanding my operations hence this question. I use cellular PVC in my product. I can buy it in 4' widths and from 8' to 20' long because some of my custom parts are over 4' and some are over 8' long. It makes the most sense to use 20' panels (mostly ripped to 5" wide).
I'd like to avoid feeding this through a stationary arbor machine for several reasons (stock control and in and out length (40')). On the other hand a real Horz panel saw seems like overkill for this easy to cut 5/8" thick material that will always be cut to the same width.
I'm envisioning a 20' table, under which is a simple circular saw mounted on a carriage slightly longer than 20'. I can't quite get my head around how to design the runners. My Altendorf STS uses beveled bakelite runners on which wheels run. Alternatively, I've seen a lot of things that slide using drill rod for guides. In either case, I doubt that I'll find something that's perfectly straight for 20' and expect to have to set the guides loose onto a support and then straighten and fasten them as I go. Has anyone done anything like this? Any ideas or thoughts?
Forum Responses
(Solid Wood Machining Forum)
From Contributor S:
If you don't have to rip a billion of them, how about the Festool circular saw with their guide rail system? They connect securely end to end, and are available ready made in lengths up to 195". Two or three rails in appropriate lengths would easily take care of 20' lengths, they are very accurate, and you wouldn't have to build something from scratch to be able to get to work.
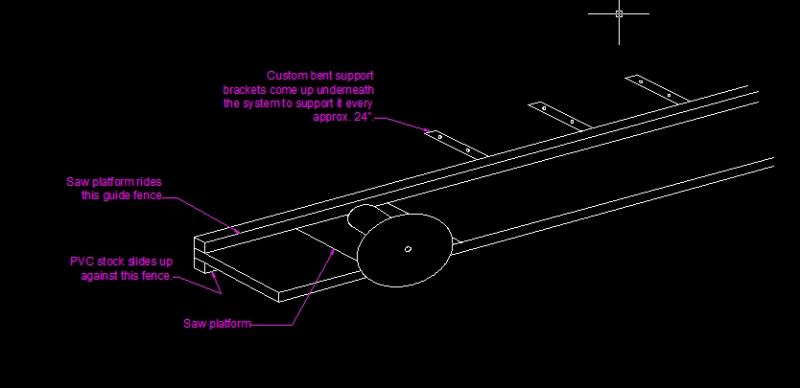
Your saw could ride along the top of this 20' ripping guide with the blade hanging over one edge. Since all strips would be cut the same width it would be easy enough to set a stop guide underneath this 20' ripping platform. The only real complex issue to solve here is support for the 20' long by approximately 6" to 8" wide platform. I'm thinking some brackets coming in from the side every 24" that go under the platform. You would just have to make sure they were high enough to allow the stock underneath.
There are many ways to profile a curved muntin. Hard to say which would be best. It depends upon what you have for machines and the volume of cuts. Most of what we do is small volume so depending upon the profile we might do it on a router table, the shaper with backers and bearing guides or on the CNC. Sorry I can't be more specific. I've seen the Stegherr muntin machines at machinery shows but never used one. I did have a Stegherr BOF casing profile machine at one point but we never saw a need to hook it up so I eventually sold it.