Cutting Flutes Without Burning the Wood
A discussion of tooling choices and cut path adjustments that may help avoid creating burn marks when machining flutes into solid wood. June 17, 2013
Question
I am cutting 3/4 wide, 3/8 inch deep flutes. I have tried all kinds of rpms and feed rates as well as multiple passes. I'm using a 3/4 ball end bit. Everything I try still burns the wood. The material is 3/4 maple. Does anyone have ideas? I have an Onsrud 12 horse panel pro with a vacuum system.
Forum Responses
(CNC Forum)
From contributor J:
What rpms and feed rates have you tried?
From contributor P:
I have not had this problem but I did not use a ball end bit. Try using a flute bit. To me this is a cool thing about CNC - no burns.
From contributor M:
One method seems to work well for me. I never start or stop at the end of the flute. I ramp in to one end of the flute, reverse direction at the end to cut the length of the flute, and ramp out at the end, reversing direction. This ensures that there isn't dwell time at the start and stop of the flute where burning can occur. In most cases, to further reduce the chance of burning or fuzzing, I take a cleanup pass removing the final 0.03". Look at the screen shot attached to see the typical toolpath.
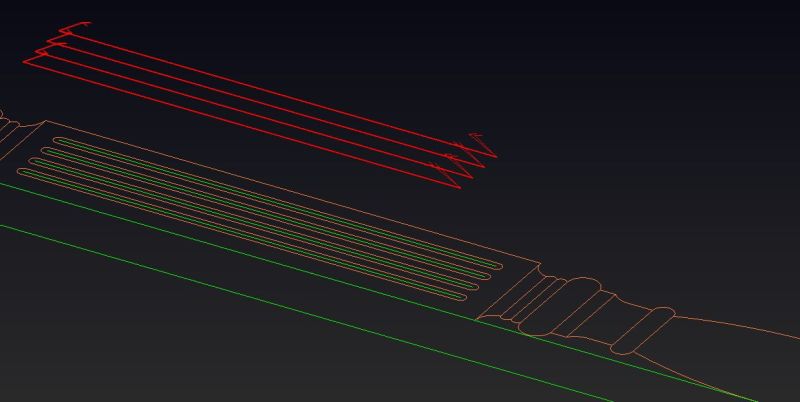
Click here for higher quality, full size image
From the original questioner:
The rpms I have tried are 18000, 15000, 13000, 12500, 9000, 8000. With all of these I have tried feed rates of 450 to 55. I didn't realize there was a difference between a ball end and a fluting bit. That's cool news. Thanks for all the input and knowledge.
From contributor M:
As I mentioned, as long as you are moving the tool and removing stock, you should not be burning. I assume the burns are at the ends of the flutes. Just stay away from the vertical plunging into the material and vertical exit, and you should have very minimal burning if any at all. It you still have issues, there may be a problem with the tooling.
From contributor W:
Using a new sharp tool is what I do about burn marks. If that tool was used to cut MDF, it will burn on hardwood.
From contributor I:
The first thought that comes to mind is that if you were getting burning, you dulled the tool the first time it happened. Did you switch tools on all subsequent attempts?
Aside from that, a simple ball end tool should work just fine. What you can do to prevent the stutter burn after a plunge is to use a short vertical arc to lead into the flutes. This creates a smoother flow into the flute. Do the same thing for the exit.
This will give you an oval look at each end rather than the round look you get with a plunge. Since this is a decorative feature it may not matter, but that is up to your customer.
From contributor B:
Fluting bits are the way to go if you can tilt the head, but they don't produce the proper fluted end. A fluting bit will leave elliptical ends and not the hollow hemisphere. If you're a purist, this is a big deal.
The problem with the ball-end bit is that it has to turn fast enough to cut clean on the very end where the SFP is near zero, but not too fast along the big D.
Your real problem, though, is the hard maple. I sometimes use a spray mist coolant mixture for hard milling operations. This will eliminate the burn and improve the cut (machinist tricks).
From contributor Y:
Make 2 cuts per flute. Make the final pass 1/32" deeper that the first cut. Go in the opposite direction of the first run to clean up any fuzz that occurs with the first cut.