Question
I just wanted to share a fix I have developed for our Holz-Her 7516 Dynestic. As I'm sure like many of you we had problems with dust not being picked up by dust collection. This was at its worse when cutting MDF and cutting all the way through to the spoil board. The MDF is so fine it packs in tight. Then once you cut through the sheet you have the table vacuum holding it in the groove.
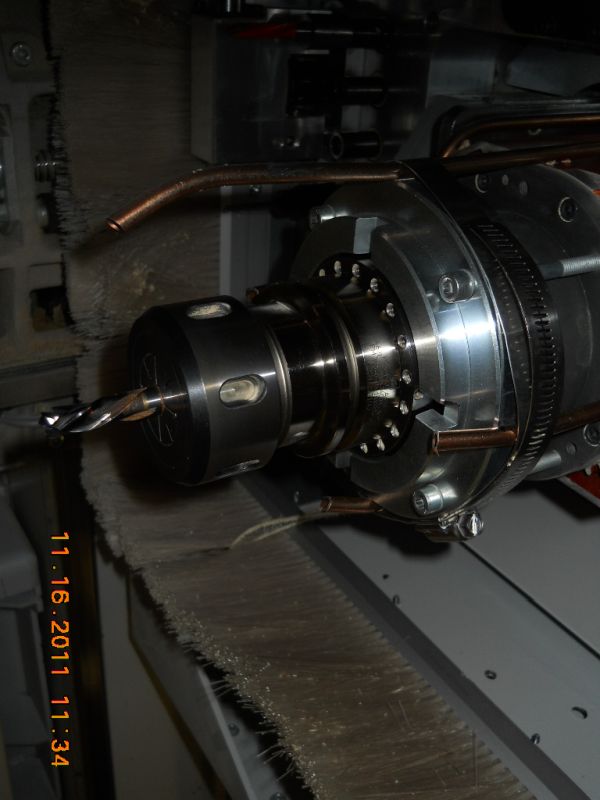
A few pictures are below of how I helped improve the problem by about 50%. It is still in the rough stages and will need some fine tuning, but I don't have time for that right now. This uses compressed air to blow the dust up so it can be picked up by our dust collection. Remember this was built for our machine but the idea could be copied to just about any I would think. I do not run the CNC, I only work on it, so keep that in mind when asking questions as I don't know anything about running it.

Forum Responses
(CNC Forum)
From contributor M:
Pretty slick! I have thought about doing this sort of thing to my 7120. Omnitech has a similar arrangement on their routers but one location only (if I recall correctly). I tried focusing the blast on the Omnitech with a plastic articulating joint but it moved around too much. It seems you have solved this by using four fixed locations, a good idea I think.
A few questions: Are you drawing air from a new line you snaked through the system and if so, what diameter? Is the air blast actuated by code or is it actuated when the dust cover is lowered, or something else?
I have been primarily using tooling strategy to control dust, but that is very application specific, what works for me in a medium volume nesting environment will not work for everyone.
So just thinking out loud, your machine may be different, and there may be other things I am missing, but there are two hoods on my machine - an inner hood for dust collection and an outer hood for safety. The inner hood has several positions it can ride in depending on the length of the bit. So though the z distance from the work surface can change some from thickness to thickness, but it is not radical while in position one, and mostly this is for 1/2 to 1" material.
It seems on this machine the air nozzles may possibly work better if they are attached to the dust hood rather than the spindle. This way you could get them all four within say three inches of the tip of the bit and not have to concern yourself with the tool changer. Maybe tack welding a small triangular tab to the inner surface of the hood horizontally in line with the spindle could work (if you are not spinning any large aggregates that is). I would also bet that air volume is less important than velocity. In other words, maybe you can use a lot less air if you have a nozzle of some sort on each tube to really stir up a good vortex. I think you are onto a pretty good idea here.
Plastic also has the advantage that in the event of a crash or it shakes off, it will get cut by the router with relatively little fear of damage, either to the machine or the part you're machining. I find it very rewarding to modify a stock machine to work better for my particular situation. Doing this kind of thing isn't for everyone, I know, especially when you're still under factory warranty.