Line Boring Bit Recommendation
Debating the advantages of brad-point and V-point bits for production boring. January 12, 2012
Question
I need to replace the bits in my double row line boring machine. What's the preferred bit for line boring? Brad point? Vee or spear point? 5mm or 5.1mm diameter? I'm mostly drilling particleboard, one side, with the occasional through hole partition. My machine also has an oil brake, if that matters.
Forum Responses
(Cabinetmaking Forum)
From contributor J:
I use a 5mm brad point bit. I never do through holes. The V point bits are used when doing through holes to leave a clean exit.
From the original questioner:
Any advantage of vee point over the brad point? Seems the brad points require more pressure to drill and sometimes create the infamous chad that spins in the bottom of the hole. Can I use vee point holes for hardware attachment?
From contributor J:
Depends if you can get deep enough with it to allow for a 5mm cylinder to depth required for the hardware screws/plugs. I have never used a V point, but I do know they are meant for through-boring. Never had a need to through-bore and I don't have any of the problems you mention with my brad point bits. I use Amana if that makes any difference.
From contributor C:
Brad points seem to be the way most are going. There are pros and cons both ways. A V point will help if going all the way through. If you are using a backer board it will help with blow out. The cheaper board really causes issues on blow out.
From contributor E:
I use the carbide tipped brad point bits and I buy them through Magnate. Their prices were very competitive when I bought mine. As the others said, V-points are for through drilling. Using them for hardware or shelf pins is risky, as you'll have to drill much deeper in order to get the depth needed for your hardware. I never use them on my line boring machine. They're more for construction boring machines.
From contributor V:
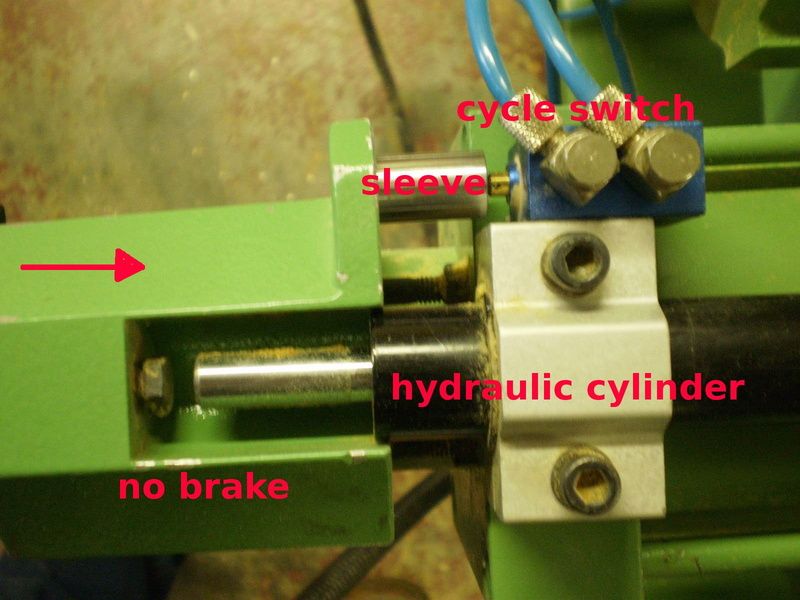
Because I do a lot of through boring, I use V-point bits most of the time. For non-through-boring I put a sleeve on the cycle switch post that disables the brake and sets the boring depth to a couple of millimeters below the surface.
I hadn't thought about it, but V-point bits reduce the maximum usable hole depth to ~14mm in 3/4" stock and 16mm long system screws could cause trouble.
Another thought is that V-point bits wear out faster. There is a very small bit of carbide that is 5mm in diameter. This is currently causing me grief with painted jobs where shelf pins are fitting too tight.
Click here for higher quality, full size image
From the original questioner:
That's why I'm contemplating going 5.1mm on the bit diameter. Not usually an issue on stain, but painted jobs can be tough to install pins into. I suppose BP drills are the ticket, because I don't do a tremendous amount of through-shelf pin boring.
From contributor H:
Bradpoint for me. Although my Detel has a brake for through boring, I do not use it often, just flip the panel. Richelieu hardware has the 5mm bits for 6.45. Cheaper than sharpening.
From contributor M:
If you do any through bore at all, use V point. If you use brad points, be sure and stock up on oil brake cyl, as they will begin to fail shortly. Oil brakes are not shock absorbers and when brad points come through, the shock is about the same as hitting that brake with a 5 lb. hammer as hard as you can. V points are fine for row holes even if you aren't through boring. 5mm are much less expensive at European Tooling in Little Washington, N.C.