Question
For reasons that are too complicated to explain, we'd like to grind a radius on the edges of crosscut ends with a grinding wheel. Anybody had experience minimizing burning? Grit size? Wheel speed? Cooling?
Forum Responses
(Solid Wood Machining Forum)
From contributor R:
Due to the lack of info, it's hard to give much of an answer, but a grindstone for wood is the wrong tool. There are carving wheels - abrasive wheels for angle and die grinders - that will work well and not burn.
It's possible they could control a router run in reverse, but I have visions of chunks of wood hurtling across the shop floor and braining the gal at the next work station. The alternate vision is of a wheel with an indent radiused into it and a tray to position and feed the piece into the groove - sort of like the meat slicer at a delicatessen. "Grinding wheel" is a misnomer - any sort of abrasive wheel would be fine. But the operative questions are: material (AlOx?), grit, speed of the wheel, speed of the presentation.
My bet is, you could call every custom tooling manufacturer out there and no one will advise using a grinding or sanding wheel, not for that kind of volume anyway. The problem is the number of grits hitting your part per second in a belt versus a wheel. Unless it is a huge wheel, there's no comparison. Lots of things like this were tried a few years ago for sanding raised panel hips with custom made abrasive wheels run by CNC machines. We looked into it and saw no one out there doing it with any success. The sanding inserts clogged too fast and were a pain to change and align properly. The only things that seemed to work were some flutter wheels of very fine grit used for polishing and denibbing.
In olden days, some of these blocks were made on small rotary shapers made by Onsrud - but this calls for an entirely revised manufacturing process.
We've thought about using something like an edge bander - the kind that trims the end edges on thick banding - but we just have a lot of small pieces and can't figure out a feed mechanism. And we've pondered the CNC route quite a bit. We've even asked the same question here about every 18 months, without much success.
The best success is with a router, and the best mental success is some sort of device to control the speed so we can climb cut. But I spent some time grinding a round edge on a grinder last week and it worked, though it burned pretty badly. Darned thing is - we have a competitor who can do this.
But it seems likely that if I can use a stationary belt sander without burning the wood, I can also use a grinding wheel run at a speed mimicking the speed of the belt and having the same grit (about 80 AlOx). I don't see the physical difference, where the rubber meets the road. From the perspective of the piece of wood, it just looks like a rocky area.
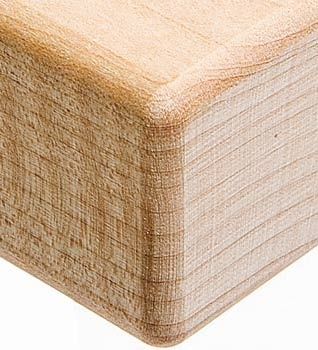
Looking at the picture, your competitor is machine cutting those edges somehow - they are very clean and precise. A router/routers in some form or fashion is the ticket and the risk of flying parts is way less than sanding. There use to be top and bottom router bits available, or you could have one made.
Trouble is that this is getting into more engineering than we can manage - but the same idea with a router might potentially work. It'd be a 30K experiment, however, and we're not quite ready for that.
My first calls would be to:
US Concepts
Unique Machine
There are many other companies out there that could help you.
One key here is that the solution has to be sleepy proof. This is an incredibly boring job and has to be set up in a way that is as foolproof as the belt sander. Otherwise someone nicks a finger (at best). Love my Sawstop.
The custom machinery idea is probably the way to go - but this also has pitfalls. It's a great way to flush 20K down the drain.
Small parts edging/handling is a very old problem and has been solved many times before you - as your competition knows. Get more aggressive about the subject and talk to machine dealers that are big and old, and find their old guy and talk to him about companies that have the same needs and how they do it. The Northeast has a history of small parts production - turnings, toothpicks, treen, etc.
And get away from router bits. Insert/shear tooling on a real shaper(s) or tenoner will give the best quality of cut, be easiest to change, and be safest - with a proper part handing process in place.
Watch "How It Is Made" on cable TV - it will change your mind as to part handling when you see 2,000 light bulbs made per hour.
Moreover, the fully engineered solution is likely to bear a resemblance to the router solution, though with conveyors, lasers, and a big red button (push). The trick here is to find a way station - better than what we've got, far from perfect.
If it were me, I'd nest as many of those parts that could fit on a 4' x 20' sheet of maple. Nest them using Alphacam and run it on our CNC. Stock slightly over thickness, plunge to proper depth and roundover (or do both in one operation with a custom bit), then unload those sheets onto a cart and run them through the wide belt with a cart to catch all the pieces as they fall out on the outfeed. I'd still hand rout the bottom side as contributor T said, but it's only one face and not even climb cut. Just hit crossgrain side first and go around. While the CNC is running, one person could get a lot done - you won't need to stare at it. I have no doubt this will be faster and more accurate than hand sanding with a belt, grinder, or whatever widget.
The fact remains that this problem is not unique to you, and has been solved many times before. You don't need to engineer a new solution, just find an existing one that can be adapted. Do not think of breaking new ground - way too expensive and iffy. If I need to cut a board, I do not start with tooling geometry and experimenting with different rim speeds and methods of holding the work - all I do is think first if I'm ripping or crosscutting, then go to the appropriate saw.
There is almost no precedent for a grindstone in this application, so I would encourage you to drop that since it demands you experiment and engineer. It is a sign of desperation, not solution.
It will also be helpful if you can implement in small steps. One conveyor system feeding past a shaper for primary operations, then later a secondary can be set up for other operations. Again, this is not engineering, it is process.
The uniform size problem also has a lot of ifs. Periodically we beat the stuffing out of the guy who runs the Weinig, but even so it's tough to stay within 1/100th. Then, when you get a couple of thousand feet of something that's off by 2/100ths, you kind of have to use it.
The engineering solution is probably the most promising for ultimate success - but it's impractical. Unfortunately, this is a very competitive product, and made more so by imports using cheaper woods (rubberwood). That means there's not much engineering money, and engineers are slow to respond to queries when dealing with a tiny company with an odd product. In addition, there's a lack of engineers - starving or not. So you end up writing fruitlessly to XYZ engineering and they quickly get tired of the whole thing - just not worth their time when they could be figuring out how to repair the carbon fiber wings on a Dreamliner.
We actually spent quite a bit of time exploring patent applications and while the answer is probably in there somewhere - we haven't found it yet. (The edge crushing idea came from there - but it didn't work).
In the short run, we're going to solve this with a home built solution or not solve it at all. Or find the old guy.
The notion of a skip cope, though, sounds much more plausible and I hadn't thought of this - I'm not even absolutely sure I understand - though I think I do. The difficulty I see there is a suitable feed mechanism, since these rectangles are many different lengths, but we're waiting to hear more about this. I like it.
Thinking about your reluctance to fund new machinery, I bet lunch you have already paid for your 30K or more machine, you just don't have it. Your employees sanding/shaping corners by hand have taken this money home in their wages. Nothing wrong with employment, but you are paying for the machine every day you don't have it.
Do a cost/benefit analysis and see where you are. I think you will owe me lunch if you took the bet. Imagine running everything without the Weinig, and how your costs would soar while losing accuracy and predictability.
As far as machine designers/engineers, look to a machine design company that builds automation lines for factories such as auto parts manufacturers. These guys routinely build small and unique machines to do just about anything.
But I've got to admit this thread has generated a lot of possible advice. At least I know that the solution isn't just sitting there and I'll feel really stupid in about five more years. We've got four or five other designs in mind as well - and they don't work either. But thanks.
A certain large architectural millwork company went out of business a couple years ago after getting their ass sued off from copying a patented process for producing custom grills for windows. Their process wasn't really all that innovative and we found a way to make these parts using our CNC, albeit somewhat modified.
We save a lot of money and time not outsourcing this. Lead times go literally from weeks to minutes. Charging more for rush orders doesn't affect us out in the shop - the machines are doing the work; all I do is change whose stuff is getting cut first.
I just can't imagine your competitor is not using CNC technology. It's just a jig. Using numbered dimensions instead of hard patterns, only moving exactly where, how fast, spinning how fast, and with what tool you specify. It's a robot basically. Robots can move fast and not get tired - their operators are thinking more about keeping them fed with stock and removing it quickly than actually shaping it.
I think the bottom line is, you either embrace change or hold onto the past. I have a guy here that can often glance at dozens of shapes on a screen and rearrange them, getting more parts per sheet than a complex algorithm developed by Alphacam, a program used to make parts for the space shuttle. He can't freehand a damn thing on a bandsaw or hand chisel anything, but he's very meticulous and he's always got a job here. It's a new era. I have evolved in this woodworking industry and can no longer take pride in hand shaping anything, other than a boat.
I don't doubt a super-crafty engineer (old dude) could design a nice little station that magically produced your parts at a rapid rate. Us mere mortals, though, are stuck with using what's already out there.
These molded lengths are pretty straight, but not sufficiently straight to lay down on a CNC to cut the lengths. Using a CNC would probably tend toward stopping at the ripping stage and letting the CNC do both length and width. And this is feasible, but only if we could do both the top round and the bottom round at the same time. I can see this too as a possibility, but I'm dubious about flipping the length over and doing the back side as a second go.
Actually, the process as I envision it would not use vacuum, but hold-downs spaced at intervals not-the-same as the intervals of the pieces (all pieces are the following lengths: 1-3/8, 2-3/4, 5-1/2, 11, and 22"). The bit could be a custom over and under bit, and I expect we could keep the planed thicknesses pretty tight.
How many people make face frames on their CNC? This is a process closer to what we are doing. But I like this idea. It has potential.
Flipping sheets on a CNC is viable for weird stuff, but you have to be careful that your reference edges are exact, and that the sheet is referenced perfectly on the pins after flipping. Usually check yourself with some small scrap before going all out on massive expensive sheets.
We have pod and rail machines which allow machining from the side, and are ideal for solid wood door and window components. Small stuff is tricky though, and often keeps me up nights thinking of new and better ways to machine them.
But unless you really just like new toys or have more variety of shapes, I really can't see a CNC router beating your current method, to be honest.
Since your lineal stock is already rounded over, your blowout risk is greater. Typical rule of thumb for cope and stick machining on a CNC is crossgrain first.
So here's an idea - build a sled, say 8' long. Get someone with a CNC to do this, as it will be quicker. Basically a couple slabs of HDF about 2" thick and 8" wide. Have a series of dadoes machined 11/16" (half your 1 3/8" stock thickness) deep by whatever width your stock is from the moulder. A 3/32" core box bit will be needed to machine the corners. It will look like a ladder. Set it on a table and with a straight edge or fence, place all your length cut parts into the female molds and then the matching top on it to sandwich your parts. It must be a tight fit or this won't work. Then run this sled through a shaper, cutting top and bottom roundovers, using a power feeder. The HDF sandwich acts just like coping backers to prevent blowout. Eventually when the backers get too beat up and aren't snug against your parts, just shave off a little on the table saw until you get a nice crisp edge. HDF should hold up to at least a couple dozen runs before needing a shave.
I can imagine a setup where your workers are clamping parts into these sandwiches to feed shapers, which you probably have, and if not they aren't that expensive (unless you want a Martin). I'd probably just counter bore every foot or so with square drive screws and a clutch set screw gun (to avoid stripping out) for speed. The power feed roller pressure alone may be enough to squeeze the sandwich together as it goes through the shaper. You'll have to experiment.
If you really embraced the technology I bet you could feed it lineal off the molder and they could build a machine to cut to length and round the corners. If you could cut your people to one or two and produce the same output, would you spend 100K once?
Here's the deal. We already know that we can chop blocks faster on a table saw than we can on a pop-up with a defecting feed system. The question here might be - is there something simple that will work? I am looking hard at these humongous machines and they might work, but in the back of my mind I keep thinking there's a system I can make out there for about 1K that Ruth can use to round the corners more sweetly than with the belt sander.
Probably not - but I'm still wondering. I'm reminded that Mark Twain lost his entire fortune trying to fund the development of an automatic print setting machine. Machines are great. But there's also overkill, and something about this computer controlled mechanization is irksome. I saw a robot the other day that will tie shoes - I just didn't know this was a crying need.
This is what I mean by saying you are already "buying" the machine in COGS, but you do not have the asset in your possession, and you are not benefiting from the expenditure.
I think you should do a cost analysis of the whole operation and see what the current work really costs, then you will know what you can budget to spend on a machine in a typical 5-year payback cycle. If you can semi-automate and go from 66k labor to 20k labor, that allows you 46k a year x 5 for the machinery, roughly. Once you own it, your costs will drop dramatically.
If you can produce a better product for the marketplace, then you can sell more, or raise prices, or both. Either will pay the machinery off sooner.
If you had a machine that could take your current hand process and make it easier and faster, reduce your lead time and cost, might you take business from your competitor or open doors into new markets? Then you would need those employees to package or do something else.
I have done every job in the shop and if it is dangerous, uncomfortable, or will put you to sleep, we look for a better, faster, easier way. We have added different pieces of CNC equipment to do different things over the years. It is usually a leap forward in productivity, quality and profit.
I'll bet your cycle time is longer than you think. The cycle time is how many pieces a person can make in a day, divided by the hours. All the handling before and after counts also (people or machines, it must be counted in the calculation).
Your business will change, and I sense that is the real hurdle in this conversation. I (and others here on the forum) make the assumption you want to cut costs while solving a production problem, and you have gotten some world class advice.
It is your business, and you can (and should) run it any way you want, but you still have to fit within the constraints of real world business. You apparently have some worthy competition, and I'll bet lunch they are not placing dog-sitting ahead of cost cutting operational equipment.
A 1k solution is not available to you. However, by looking at your costs, you can determine what you can afford to shop with, and search for solutions that are truly successful. When you reduce per unit cost, you make more money for things well beyond mopping tar. But only if you really want to.
I'm also surprised the machinery people have not done the math for you to show you how you can afford to invest. A steady market for a half million parts is a great asset, even if they are low cost parts. The joy of talking to a truly good salesman is that they will do a lot of the analysis you need to make a good decision. With your background in math and analysis, you can surely see through any false assumptions and bad calculations you may get.
Last, but most important - from some of your responses, it sounds like your first step might be taking a close look at your attitudes. What are you afraid of losing by committing to changing this situation? You don't seem quite sold on the idea of fixing this. That's not a bad thing, you just need to move from there and explore your reasons for holding on. As you look closely and challenge your assumptions, you may find that life continues with the same joy and a little more change to jingle in your pockets. Automation need not be faceless corporate jail time; it can be liberating if you make it so. Imagine, would it help your situation if you could produce arched or curved blocks, or other specials that start with your current product and lift it into a higher priced niche?
The world is a lot bigger these days. It's not just the guy around the corner with a table saw in his garage, it's the fellow in China with lower wages and government support and an internet connection. It's a lot harder to isolate yourself than ever, and there are more ways to adapt than before too. Change is a part of our lives now, and if you don't flow with it you will have to buck it.
Second, there is no easy automated solution. If you read these threads, you will see for yourself that these are mostly dead ends. The one that we've looked at the hardest is using an old edgebander, but this is stymied by figuring out how to feed it. The little tenoning machine solution (above) also looks to be a real possibility, but no clear cut way to feed it, either. We've talked to quite a few machinery salesmen over the years and they do not have a clear solution to offer. In many cases, we have discussed potential solutions directly with the persons responding to this thread and they have all agreed that what they thought would work - will not. And we have talked privately to all or most of the specialty machine manufacturers - ditto. Finally, we have discussed this with custom machinery engineers (well, okay - one engineer) and he couldn't think of anything that worked after two months of experimenting.
As to the matter of willingness - let me say this: we are willing to look at a solution in the less than 30K range, if we think it works and is demonstrably faster. At the same time, I should also tell you that my mother-in-law made a couple of million buying and selling quilts from Amish lady-friends (we are Mennonites) made by hand. These were made by a bunch of women sitting in a circle in the 1970s and 80s. We don't see automation as a panacea. We know where all this secondhand and foreclosed machinery comes from. And we have little enthusiasm for monthly payments that can't be laid-off.
I believe that a CNC machine could be modified to do this, though it is not clear to me that it would be faster. The great advantage is that this machine could be used for other things. I also think that some of the solutions using a trim router could be developed, would be almost as fast as using the belt sander (this takes about 2-4 seconds per edge) and would do a better, more even job. I also think that a custom machine could be developed operating along the lines of the old Onsrud (W-28) autoshapers - though we are reluctant to pay the development costs without more confidence in the end result.
I think that a solution here is likely to be more gradual. First a method that will accomplish this more simply (by hand); then an automated version of the same method that will do it automatically. That said, we're always happy to talk to machinery salesmen and we can finance anything we want (within reason).
A few years ago we bought a container of blocks from Bulgaria, and these had been rounded with a router. It doesn't work for the smallest sizes, but these are a minor problem and can always be done by hand.
Use a crate of some kind to hold the work for easy access of product. At a place I used to work we had crates for parts and moved them with a small lift cart.
Trying to clamp these up in a sandwich/jig is probably impractical due to the sheer numbers and sizes. Mind you we are looking for a solution in the range of 30 seconds per piece to do eight edges and corners with a wide range of sizes.
I'm for trying the Porter Cable idea. I can see how to weld up a router table so it stands at 45 degrees and make a sled based on linear bearings. And I can see how to flip the blocks over in order to do all eight edges quickly. Might work.
You could use a robot to pick and machine the blocks within a set of custom jaws. Could probably use a laminate trimmer and small sander on such small parts.
Our robotic class had industrial sponsors pay for the equipment and let the class loose on projects like this. You could sponsor a college robotics class to do similar projects.
I don't own nor have I ever operated a CNC, but it seems to me that this should work. Perhaps experienced CNC operators and programmers will find the flaw in this.