We recently got our 1st router and are now coming to the point of using resharpened tools. We have an SCM router (Xilog Plus) and use CV for cab. parts and Alphacam for the weird stuff.
So, when we use a resharpened tool, I assume that I would program the new diameter into "corrected diameter" (or something like that. Not in front of that computer right now) in Xilog Plus. Would I also then program in "Offset/ Tool Comp." in CV and/or "Machine Comp (G41/42)" in Alphacam or would I leave those alone and Xilog would take care of it for me?Seems like putting it in both times would either be redundant or work against each other.
As a side note - When I originally started nesting with CV, I had a problem with some programs that had curves. The SCM tech had me turn on "Center Line" in CV and that solved it.
From contributor Mi
If you are using tools that have been serviced, then you need to use cutter compensation. The control will take care of the compensation if and only if, the operator puts the correct value in the offset registry and the machine code prompts the control to use cutter compensation. There are two kinds, of compensation. The first has tool center code output which is the same code as tool center, but with the addition of a G41 or G42 in most controls(C1 or C2) with Xilog if I remember. When the control sees the G41 or G42, it offsets the value for that tool. The value should be the amount of tool removed during sharpening. With Machine comp, the code is part geometry and the machine is responsible for offsetting the entire radius of the tool. Some machines want the radius value, others use the diameter of the tool and does the math from there. I prefer tool center comp, but that is just me. Lots of reasons for that, but let not get too deep on this post. In short, while using Alphacam you have to specify comp, and what kind of comp. Same with CV since the choice you make dramatically affects the code generated. Feel free to email if I just confused you and I can try to clear it up.
From contributor Pd
Thanks for the in-depth explanation Mike.
So, if I understand you correctly, CV (or AC) simply tells the machine to use compensation and then the controller at the machine applies it and adjusts for how much to use? I would still have .375 as my tool diameter in CV and AC as well as the orginal diam. Xilog. Then the controller would correct by using the "corrected" diameter in Xilog?
If you wanted to avoid the confusion altogether, couldn't you just program a new tool with the sharpened diameter programmed in?
From contributor Mi
You are correct in your thinking. The control at the machine does the math. The point is you don't have to create a custom program for every possible tool diameter possible. You create one single program and it will always work as long as the offset registry is updated when the operator changes tools. Besides, you may output code for a job that may not run for a week. You would have no idea what tool he will have available, whether new, or serviced.
From contributor Ch
Your tools should always match in alpha cam and xilog. By saying that the machine will read what's in the tool file and correct according the the tool thickness. So when you get tools redone you will always have to re measure the thickness.
From contributor Pd
Chris, do you mean I should program the tool's sharpened (new) diameter in Alphacam too? Or keep the .375 diameter in AC and the machine controller will compensate? Or do you just mean the tool #'s and their "as new" dimensions should match?
From contributor Ma
This may help - each have advantages and all are application/process specific. People machining plastics and aluminum on routers and all cnc metal working where tolerances are scrutinized typically do not use centerline programming as much as pure wood applications. Their are some cool and efficient advantages to using tool compensation however anyone can benefit from.
Mark T.
Mark T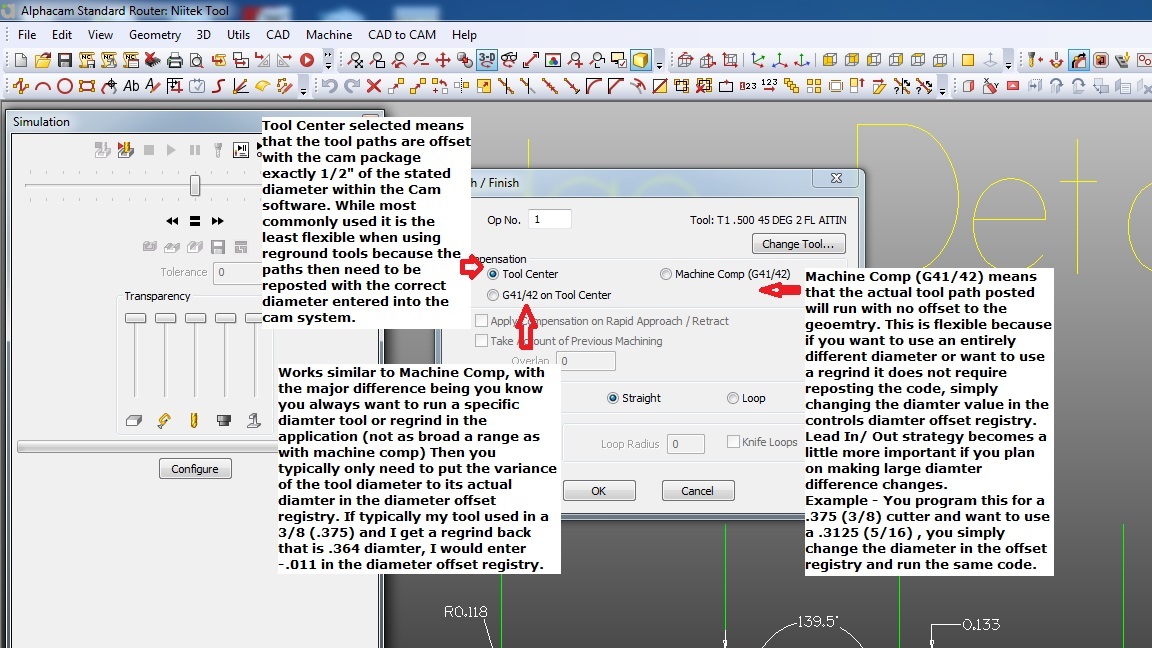
From contributor Ch
Also remember to adjust feeds and speeds as a sharpened tool will not usually run as fast as a new tool.