Vacuum kiln drying
Other Versions
Spanish
How do vacuum kilns work and how effective are they? (From WOODWEB's Sawing and Drying Forum) January 21, 2003
Question
I'd like to learn more about vacuum kilns. A mill here has one and I'm told by the owner that they can dry a load in 8 hours with little if any degrade. Is this possible?
Forum Responses
(Sawing and Drying Forum)
From contributor S:
I am interested in the very same thing. We recently built a large wood waste fired outdoor water furnace. The idea of a vacuum kiln with hot water plates seems very interesting. We are currently making plans to build one for our own use. The only bottleneck I can find in the project is an economical alternative for the radiant heat plates. The heat plates from the manufacturers of these kilns seem fairly expensive at over $800 per plate. I'm thinking that two sheets of aluminum, which I can get from a local steeple company, and some copper tubing from a local hardware store would suffice. Could these plates be effectively made from common materials? Simple quick couplings could be used on supply lines. Also, would this type of unit be effective at drying and stabilizing burl slabs? I can also see how a bladder membrane (similar to those used in a vacuum press) can be very effective at flattening lumber. My design will include this feature. From what research I've done on this subject, newly designed vacuum kilns are very effective.
From contributor D:
Contributor S, you need to investigate thermal transfer in a vacuum. You should also consider the peril of even small leaks in a kiln charge. The reason plates are expensive is that they take a lot of expensive extrusion, machining and welding. And even if you had heating plates, you can't simply heat wood in a vacuum and expect good drying results.
From contributor S:
I understand all the physical principles involved in vacuum drying. I'm not under the illusion that you simply turn on the heat and suck the moisture from the lumber. Common sense tells me that adequate sealing is important. I'm just looking for an inexpensive alternative to extruded aluminum heat plates. I'm not questioning why these plates cost so much.
From contributor D:
It would be great if plates were not so expensive. The cost of plates makes it difficult to sell kilns. I'll clue you in on one point. The plates do not provide radiant energy.
From contributor S:
The hot water heating system (which I already have available) provides the radiant energy. Isn't hot water basically pumped through these aluminum plates, transferring the heat throughout the lumber? Did the
Wood-Mizer vacuum kilns come with heat plates? If so, how were these constructed?
From contributor D:
Yes, you pump water through the plates, but the plates would need to be very hot to radiate enough energy. And in a vacuum, there isn't enough medium to conduct. I think this is why Pagnozzi looked for other ways.
Wood-Mizer used aluminum blankets, which are heated with high current, low voltage electricity.
Certainly hardwoods, 1-inch or thicker, cannot be dried in a vacuum kiln commercially in 8 hours with no quality loss. It is very tricky to learn how to dry lumber in a vacuum without damage. In fact, you still develop stresses when drying. As the water will move out of the lumber through the various flow passages, and as these passages will vary in size and effectiveness (have different permeability), it is common to find that some wood (especially sapwood) will dry rapidly, while heartwood, wood around knots, tension wood, and injured wood will have a lower permeability and therefore not be dry when the sapwood is dry. The result can be that the sapwood portion of a piece of lumber will be over-dried to avoid under-drying the rest of the piece, or the rest of the load. Special steps must be taken to equalize the MC; uniform MC is critical for most hardwood uses and for many softwoods, too.
The Wood-Mizer blankets looked like aluminum foil laminated in plastic. They were about 4' wide and 50' long, as I recall.
The heat in these blankets and also with hot plates would be *conducted* into the lumber, not radiated. I did see one vacuum dryer that used radiant heaters (like sunlamps), but it required that every piece of lumber see the lamps and receive equal amounts of heat.
I still have to see a vacuum dryer that will dry better quality than a *properly* run dry kiln - DH or steam. So, is the time of drying the only advantage? If so, then the capital cost cannot be too high... most vacuum kilns are quite expensive. When used for very thick pieces, like 12/4 red oak, the vacuum dryer did indeed dry within 7 days, but the quality was poor on about 50% of the pieces. (Having been somewhat negative, I do have to say that VacuTherm has a good unit and good quality. I have not seen any in use, except one.)
Gene Wengert, forum technical advisor
From contributor D:
Gene is right about 8 hours. The wood would have to be significantly air dried if it was to be finished in 8 hours. We always dry right off the saw. 2" SM takes five days, 2-1/2" HM takes six days, 3-1/2" RO takes 14 days. It's a matter of moving "x" amount of water through the system.
Gene is wrong about permeability being a major problem. True about "tight" wood around knots, but our customers often mix sizes and species and, of course, there's always sapwood and it's not over-dried. There are no "special steps to equalize".
Gene is right about the conduction, but do the math. At 40 torr it doesn't work (unless you do something else).
From contributor S:
Perhaps radiant heat was the wrong word to use. I'm assuming that the heat is emitted from the hot water filled aluminum plates directly into the lumber. I did notice a lot of contrast between Dr. Gene's post and Vacutherm's claims. Contributor D, would you say that a 50% degrade is accurate on 12/4 red oak using vacuum? Vacutherm claims little or no degrade. Also, what are your thoughts on applying vertical pressure using a rubber membrane while the lumber is under vacuum? Would this reduce degrade significantly?
From contributor D:
If degrade was 50%, who would want a vac kiln? We are currently building for one customer their sixth vac kiln. All they dry is hardwood and they want 6% MC and no degrade from green.
The heat transfer is a tricky issue and I'm not going to offer any proprietary information here.
I haven't looked at VacuTherm's claims for a long time but they used to have an asterisk in their claims which pointed to a footnote: from air-dried.
Pressure from a membrane will reduce cupping and it will force lumber to be flat when it is abused with high temperature and poor pressure control. But with good control, you don't need it in most applications.
Contributor D, if wood structure does not matter (i.e., permeability), then you can dry red oak and white oak together and they will achieve the same MC? I find this hard to believe.
I still am waiting for you to arrange a visit to one of your kilns.
How do you control final MC? How do you know when to stop the process? If all the wood is drying the same, then I assume you only need one sample to tell you what the MC is? In a typical load of oak, green MCs can range from 70% to 100% MC. How do you get them to have the same MC at the end of drying?
Gene Wengert, forum technical advisor
From contributor D:
Permeability does matter, but not to the extent that your experience has led you to believe.
I looked at a customer's kiln today that was 2" soft maple with 2" hard maple. It was started from green last Wednesday. This morning, baked samples from the HM indicated 5.8% and the SM was 10.7%. They unplugged the hoses to the HM and the SM will have a core at 6% tomorrow morning.
The "fastest" wood that I have ever dried in a vac kiln was hemlock. It took 26 hours from "dead green" to get it to 8%. I do not know what the BMC was. The final MC did vary a little from the bottom of the load to the top of the load. About 2%. No kiln will dry in 8 hours and no kiln will dry with 0% drying defects. And all vac kilns will dry uneven.
From contributor D:
I had the same problem when pushing maple in a rebuilt Cigomak. The HW manifolds are too small. We corrected the problem in the Cigomak by crossing hoses, top and bottom, while connecting the load.
The best vacuum systems will dry at a max of about 2% per hour. Yours will do about 1% so you can guess the BMC of your hemlock.
Some kilns will dry some wood with 0% drying defects. Look beyond those old VacuTechs!
"Uneven" drying is not a necessary part of vacuum drying.
For final MCs, we are looking at a standard deviation of 0.6. Have you measured SD in your kilns?
I am still not clear on how you know what the MC is so you can stop the kilns at 6.5% MC average MC (or whatever). Can you explain more clearly?
With a large variation in initial MC and with variations in permeability, how does your system avoid having a variation of final MC? It would seem that a piece of red oak at 75% MC would dry faster than one at 95% MC. So, what stops the drier one from over-drying, or the wetter from still being wet?
Gene Wengert, forum technical advisor
From contributor D:
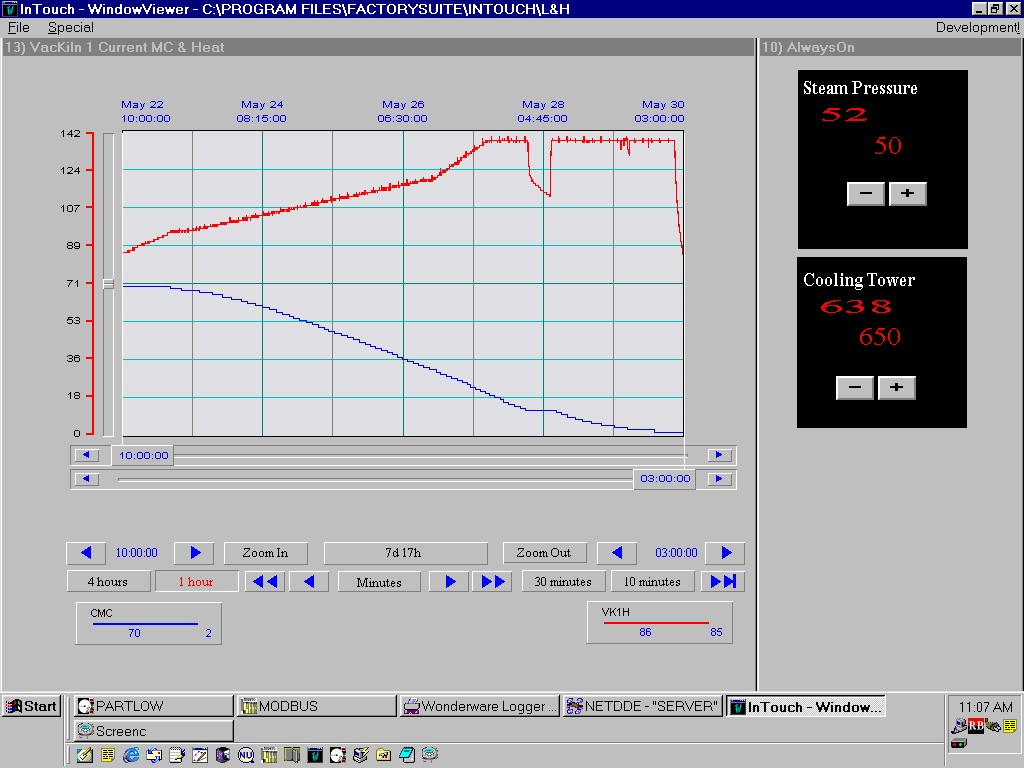
You can set something like EMC in a vac kiln. I'm adding a chart from one of our kilns. The red line is heat and the blue line is MC. The dip in heat was from the boiler going down. Notice the drying rate being constant until the load was around 8% and then it slowed.
View full size image
To the original questioner: How big of load are you intending to dry at once?
From the original questioner:
I am looking for something small - 500 BF or less that I can build.
There seems to be a ton of info out there on how to construct and run small solar, DH and other kiln types. But a total lack of such info on vacuum kilns. Someone ought to spill the beans!
Much of the vacuum technology is patented so it cannot be used freely.
Gene Wengert, forum technical advisor
And there is a lot more to vac drying than just plates, exchangers and pumps. Even on a smaller scale.
There is a patent by Chen up for review that would work fine for small scale companies. It uses a hot water tank and the wood inside a membrane is submersed into the tank. This provides direct contact with a heat source while providing a vacuum atmosphere. It worked great in the lab.
I am an engineer and the reason the plates are so high is because of the grade of the material used. If they use aluminum plates they are most likely using aircraft quality stock. This has very few imperfections in the material. The reason is that the imperfections subject to a vacuum will cause that plate to fail when reaching high pressures. Then you must add the expense of machining, which if not thought out right can be expensive.
As for making plates yourself, you might be biting off more than you can chew.
From contributor S:
Would 6063 T5 Alloy, 0.062 wall thickness suffice if engineered correctly?
From contributor D:
Is the 6063 going to channel the water or are you still thinking about a sandwich with copper tube?
From contributor S:
6063 has a channel that copper tubing snaps into. We have considered to flat sheets of aluminum with baffles to channel antifreeze.
The comments below were added after this Forum discussion was archived as a Knowledge Base article (add your comment).
Comment from contributor A:
20 years ago, my father bought 2 cigomak from 5 m3 capacity. We have been changing from electromechanical to digital timers and two years ago we bought 2 more. The old modernized, work today with the only cost of 24 plates, 60 brass connections and 2 door joints. We always follow the elemental timber classification and the periods of the factory. We perfectly dry maple at 45% from 70mm x 70mm to 8% like beech or French cherry in 36 hours without problems. After 20 years, we make longer first period at 50�, shorter both following at 55� and 62� and the machine stops automaticly at 8% with a temperature of 70�. We make reproduction furniture and chairs and we have reached high quality standards. For the plates, we fill them glicol + water like a car.
Comment from contributor B:
High vacuum drying of lumber with high MC causes the water in the lumber to freeze, thus lengthening the drying time. Adding radiant heat or heat by conduction to the wood causes stress. I have found that dismantling a microwave oven and using the magnetron to radiate microwaves into the vacuum chamber causes the wood to heat evenly and dries it very rapidly. By looking at the vacuum pressure I can have an idea on how dry the wood is. I can go to a MC of 8 in a few hours. If I could increase the microwave power by adding more magnetrons or using a larger vacuum pump, I could decrease the drying time even more.
Editor's Note: NEMI (website) is the maker of innovative modular vacuum holding fixtures.
{kind=link}