Me gustaría pasar las piezas del marco frontal (montantes y rieles) a través del moldeador para formar el molde antes del ensamblaje. El único problema es hacer frente a las muescas en los montantes para las juntas de los rieles. Me pregunto si alguien tiene una forma rápida y sencilla de hacer esto.
Respuestas del foro
(Foro de Gabinete)
Del colaborador A:
Hacemos una buena cantidad de marcos de cuentas y cortamos nuestras cuentas en el moldeador y luego cortamos las uniones en la sierra de mesa y el control deslizante. No requiere mucho tiempo porque luego atornillamos los marcos. Sé con certeza que es mucho más rápido que agregar la cuenta después y, además, se ve mejor. Aquí hay una foto de un gabinete en la cocina de nuestra oficina.


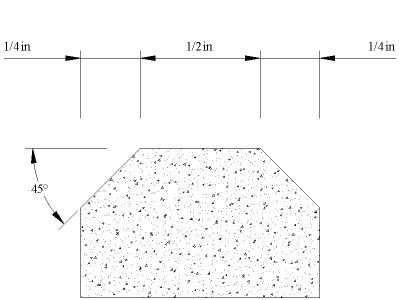
Me decidí por usar una sierra de mano japonesa con un gran bloque guía en ángulo de 45 grados hecho con chatarra de 6/4. Básicamente, corto todas las ingletes en mis líneas de diseño. Luego corté la cuenta con la sierra de mesa.
A los rieles intermedios simplemente los quito con un cincel afilado. Todos tenemos el hábito de intentar configurar máquinas para que las cosas vayan más rápido, pero en realidad puedo cortar los ingletes de una cocina en menos tiempo del que puedo configurar las máquinas. No te olvides de esos cinceles, cepillos y sierras de mano.
En lo que respecta al corte manual, yo mismo podría hacerlo de esa manera, pero no tengo mucho tiempo para estar en el taller estos días. Se necesita un empleado bastante capacitado para diseñar y cortar a mano las uniones. Me resulta muy difícil conseguir ayuda con ese nivel de habilidad hoy en día.
Me gusta la idea de utilizar una fresadora y una plantilla y me gustaría saber más al respecto. ¿Qué tipo de bit estás usando en el enrutador? ¿Es el desgarro un problema? ¿Ha elaborado un sistema de parada o marca las piezas a mano?
Podríamos justificar fácilmente el helicóptero morso que vende Hoffman, pero preferiría quedarme con lo que tengo o hacer que se produzca una auténtica máquina de encorvar.
El sistema Hoffman es mejor que el que uso actualmente, pero todavía tiene, en mi opinión, varias debilidades. La calidad del corte parece ser diferente en la parte frontal del marco que en la parte posterior. Si bien solo ves el frente del marco de la cara, aún tienes que ordenar la indexación de imágenes especulares para mantener los joysticks izquierdo y derecho presentando el mismo lado a la guillotina.
Cuando estas máquinas se muestran en las ferias, las hojas son muy afiladas y las muestras que producen están hechas de madera de luan. La próxima vez lleva un trozo de arce oriental al espectáculo y trata de calcular cuánto tiempo aguantará esa hoja.
El sistema que utilizamos actualmente es uno del que me habló Derek Slotemaker. Mencioné una cabeza de moldeo mágica durante otro hilo sobre las cuentas. Tenemos un moldeador mágico instalado en una sierra de mesa dedicada con un trineo de corte transversal. Nuestro trineo se acciona sobre cojinetes lineales, pero casi se puede hacer esto con poco más que un mitérguo.
Como dije, hacemos muchos de estos marcos. Nuestra estructura de costos actual es aproximadamente el 25% de lo que solía ser. Puedo imaginar sistemas para reducir nuestros costos actuales a la mitad.
Hemos tenido esta configuración en funcionamiento durante un par (tal vez tres) años. Compré un juego de cuchillos de repuesto, pero todavía no he sentido la necesidad de cambiarlos.
Hoy en día, hay muchos matices en el carburo. Las aleaciones que se utilizan en muchas herramientas de inserción pueden diferir de las que se pueden encontrar en las herramientas soldadas. La nitidez inicial y la longevidad varían mucho de un fabricante a otro.
Mucho de esto tiene que ver con la porosidad del acero. Piense en una carretera nueva y con baches. El deterioro comienza al borde del bache. Aquí es donde el asfalto tiene un lugar para desmoronarse.
El acero es como esa carretera. Parece ser liso pero bajo aumento tiene pequeños hoyos. Los avances en metalurgia han producido aleaciones que fluyen mejor en estas fosas, produciendo así un borde que mantendrá su filo inicial por más tiempo.
No diría que el moldeador mágico sea la solución definitiva. Es un gran paso adelante con respecto a la sierra de mesa y el enrutador y solo cuesta unos cientos de dólares. Creo que el sistema Hoffman es probablemente un sistema mejor, pero no veinte veces mejor.
Dicho de otra manera, si tuviera que gastar el dinero nuevamente, preferiría tener una segunda parada de tigre en mi zona de ensamblaje que la utilidad incremental del Hoffman sobre el moldeador mágico.
a) Costo:
La máquina entalladora manual básica NFL se vende por $5170,00, el modelo NFXL más grande por $6240,00. Puede adquirir las máquinas individualmente y utilizar tornillos o tacos de bolsillo, o en paquetes de maquinaria para utilizar nuestras llaves de cola de milano para las conexiones.
b) Debilidades del sistema:
Las máquinas tienen un rompevirutas de nailon montado a ras de la mesa para evitar roturas en la parte inferior. Si se ajusta correctamente, la parte trasera mostrará poco o ningún desgarro. La parte superior o frontal de la moldura siempre tendrá un corte muy limpio.
La indexación de espejos es una forma sencilla y precisa de producir marcos rectos. Marcará y hará una muesca completa en el primer montante, luego le dará la vuelta y lo utilizará como plantilla para configurar los topes para el lado opuesto.
c) Afilado de cuchillos y especies de madera:
Por supuesto, utilizamos máquinas y cuchillos nuevos y limpios para nuestras demostraciones, pero puedo dar fe honestamente de que en los últimos 2 años hemos vendido un buen número de máquinas entalladoras manuales y hasta ahora hemos ¡Recibimos menos de 5 juegos de cuchillos para afilar! Si los cuchillos simplemente están cansados pero no mellados, usted mismo puede incluso volver a afilar un microbisel con una piedra fina.
Por cierto, nunca hemos utilizado luan como muestra. En el pasado usábamos abedul, roble y arce. He realizado muestras en nogal americano, arce de roca, teca e incluso MDF para clientes, con los mismos resultados limpios.
Si alguien desea ver resultados en diferentes especies, por favor traiga su material a uno de los espectáculos a los que asistimos o envíenos muestras. Estaremos encantados de mecanizar la moldura y devolverla para su evaluación.