Message Thread:
Cut list optimizer with sequencing function
4/14/24

Does anyone know of any standalone (not a part of some bigger package like Mozaik) cut list optimizer software that can do sequencing (I hope this is the right word), that is produce cut lists in such way where parts of the same cabinet would be grouped together and not scattered across multiple sheets in random order, and where order of cabinets can be freely adjusted?
Of course, I'm looking for one which can do this automatically, not those that just let me manually move parts around until I'm happy.
Thank you all!
Oggie
4/15/24 #2: Cut list optimizer with sequencing ...
What format is your cut list in to start with?
Are all the parts just rectangular?
If not, does your cut list already have the necessary information for parts that are not rectangular or need additional machining?
Is the output supposed to be in gcode or just a graphic for someone to cut by hand on table saw or something like that or something for a cnc router or beam saw?
Please describe what you are envisioning, and what you have, and where it comes from, and in high detail.
4/16/24 #3: Cut list optimizer with sequencing ...
If you are looking for a optimizer for the saw you should look at, Ardis and BlueCell. I believe both can supply the feature you are looking for.
A solution for nesting optimization for a router you could look at Cim-Tech and their Router-Cim software which has the ability to group cabinets on sheets.
4/17/24 #4: Cut list optimizer with sequencing ...
The question doesn't really make any sense to me Dan. The question seems out of the ordinary.
Is one really going to spend a few hours cutting up cdx on a beam saw for toe kicks optimizing for material when just the rips there on the beam saw, or on a table saw, or panel saw, and then doing the cross-cuts on a chop saw or another station would have the job done in 30 minutes or less?
When you add to that the cost of wasted material that would typically result in cutting material the way he asks vs. the time to sort parts, this question is not making logical sense. He doesn't mention anything at all about going to a machine directly with code. It seems more like hand cut operation as currently described.
Sigmanest and Deepnest.io are options. If it was worth it to him, he could probably pay someone to modify a port of deepnest to fit his needs for far cheaper than any of what I would call "seasoned" optimizers, but I have no idea, because he has not responded. Ardis is so good that if one doesn't really know how to use it that one can completely waste their time. :)
4/18/24 #5: Cut list optimizer with sequencing ...
Look at Boole Optinest/OptiCut.
I use OptiNest, for my CNC (with TopSolid`Wood, for kitchens)
If you number your cabinets, you'd train ON to read in you cab# as 'Priority'
Then use "Priority Management" setting 1/4: "Parts with Different Priority maybe be placed on the same pattern, provided no part with More Priority cannot be placed"
The good thing about ON, is you can tweak this, and other settings, and iterate nests, until you get something you like best.
The second part of the problem "Order of cabinets can be freely adjusted" is something you'd have to solve yourself, with re-ordering of the output nests. This is something I have asked Boole for help with (them supplying better report output) and I think they have that in their new version, released last month. I haven't gotten around to playing with the new version, to see if I can do the same thing as you're asking.... but I am very confident I'd be able to. We now have all the data coming out.
4/18/24 #6: Cut list optimizer with sequencing ...
Sorry for not responding earlier, some unexpected things...
Anyway, the cut list is for manual cutting on a sliding saw or a vertical panel saw. Not CNC.
We're trying/doing 'flow' manufacturing for some time now, and it's going well so far.
Our part lists are in Excel file (or plain .csv file) and can be formatted in any way and can contain any values needed for the next step. We designed our own calculation sheets for cabinet parts and can customize it in any way to give us whatever set of data is needed for the cut list optimizer.
Currently we are just using the name of the part, length, width, quantity, material and material thickness. That's all what is needed for the current software we use.
Parts are just rectangular. All other machining, and in our case it's 32mm system holes and boring for dowel construction is done on a separate machines and is not part of the cut list.
4/19/24 #7: Cut list optimizer with sequencing ...
Thank you for the info. Are each sheet an individual cabinet or is there also a cabinet number field in the xls/csv?
You should send a good large sample cut list to each of the companies, tell them you are going to a table saw, and ask them to generate you an output, time how long it took, and provide you the full output for review. Email them all with the same thing. Then you can compare, choose and be done with it. It will also enlighten you to who is out there and what they do.
You have heard many names. Ardis used to have a slogan that 'not all optimizers are created equal'. That's most certainly true.
If you want to own your own code then there are open source options, but to do what you need requires using the falloff moving forward with each new nest. Keep in mind that if cabinet 14 has large parts and cabinet 10 has small parts, that's not logically the best yield for even doing it that way. You would need code to review each cabinet's cut list for criteria, such as total surface area, part sizes , and probably more, and compare them out of the gate before even getting started. Like Michael said, so ask the company he mentioned for sure. Then there is also graining and matching grain, and time vs material yield, because that does usually matter sooner or later.
Please message me if you want to talk on the phone about it more.
Keep your fingers! Use that new tech that stops the blade if you can. Anything is better than nothing.
4/22/24 #8: Cut list optimizer with sequencing ...
@Oggie
Spare yourself the grief of a custom tablesaw/vertical panel saw solution.
You're only approximating the paradigm of 'strip nesting' without adding any of the value.
You should be looking at capital investment. Holz-Her Evolution with X-Cut, or Vitap bar nesting. I know, because I tried to do something similar, and Vitap is the company that is doing what you want.
(This is provided you are using stable manufactured boards.)
There were other, smaller, Italian CNC makes who were doing one-piece-flow factories in the mid 2010s, but they (HIRZT, CASADEI) disappeared.
Again, if you are looking at one-piece flow, there used to be a link on the Boole&Partners website, about a supplier that tailored a solution using Striebig/Vitap/Masterwood (release-edge-stripnest-reedge) to operate making low runs of cabinets per day, for refitting whole apartment towers (the whole shebang sat in a 40m2 basement in the apartment block). The link is past, you'd have to wayback it.
4/28/24 #9: Cut list optimizer with sequencing ...
Michael,
We have not planned any big investments or changes in that direction.
Once we move into a bigger space the regular CNC is probably next in line of upgrades, and I feel that would be more beneficial since it could free one person from cutting to do something else in the meantime.
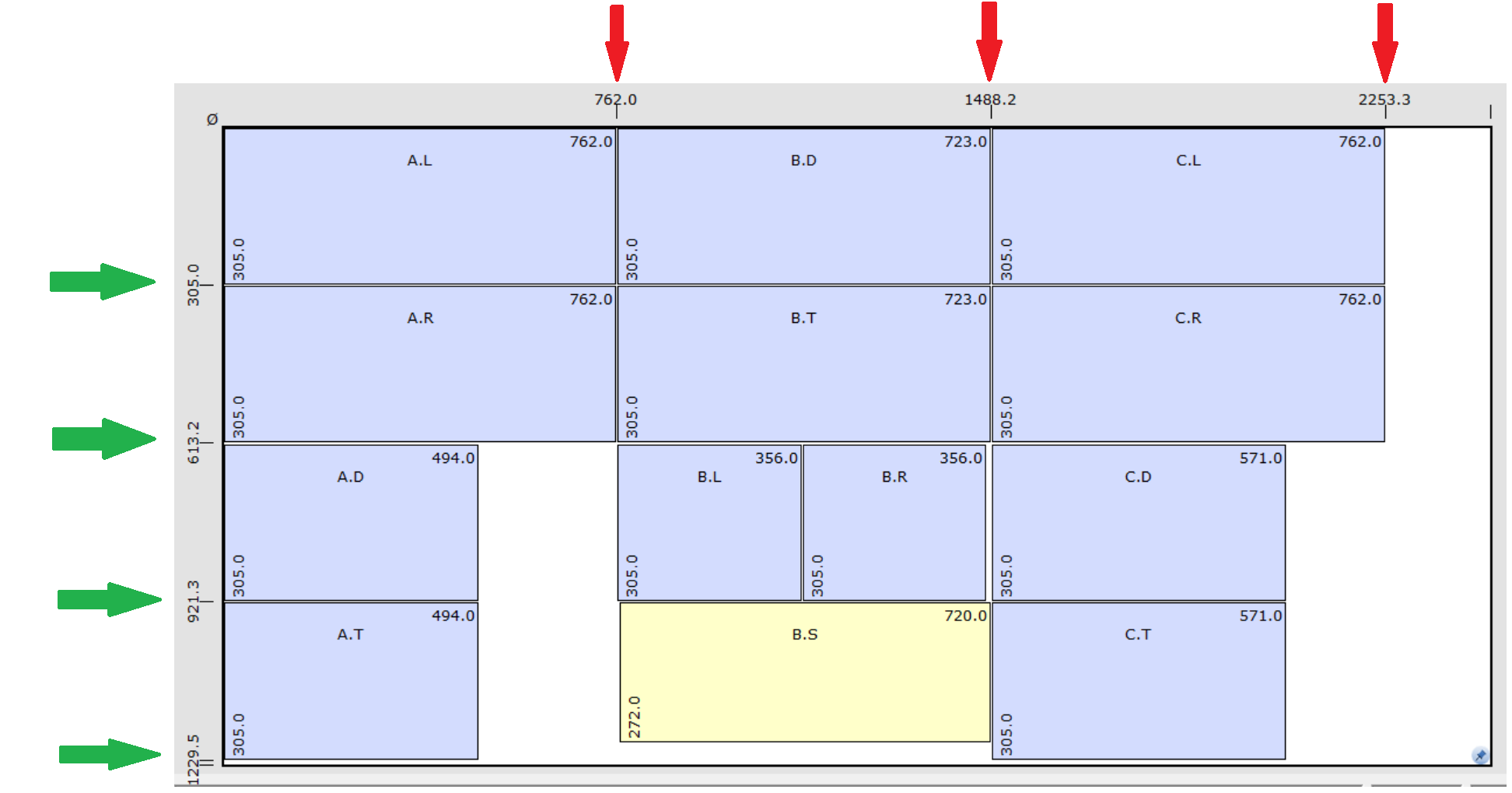
Our typical cut layout looks like the one in the picture attached.
This 3/4" melamine sheet contains parts for three wall cabinets: A, B and C.
Parts are left side (L), right side (R), deck (D) and top (T).
Backs are cut from 1/2" melamine, usually before anything else, while the edgebander machine is heating and other stations are prepared for work.
Once the sheet is squared, first I would divide sheets into three cross-cut parts: 762.0 mm wide, 723.0 wide and 762.0 wide. Those are the red arrows on the diagram.
There is a helping table at the front right of the sliding saw, so these parts just slide of the sliding saw to that table, no need to carry them away, and will be at arm's reach once it's time to cut them further.
These 'red' cuts would typically end up as a banana cuts and would be a problem in a regular situation, but not so much with our process, as explained bellow.
Next, I would cut each of these three parts into 305.0 mm stripes.
Those are green arrows on the diagram.
I'm not using cross-cut fence for alignment nor flip-stops for measuring 305.0 mm. I have made a jig instead that is mounted on a sliding bed and parallel with the blade (like a rip fence) and fixed at 305.0 mm so I don't have to adjust flip-stop on a cross-cut fence for these cuts. (There are also identical jigs for every typical dimensions: 610 mm for base cabinet depts, 775 mm for base cabinet heights, 305 mm for wall cabinet depths, 272 mm for wall shelves, 577 mm for base cabinet shelves, same set for 21" deep vanity cabinets).
So, all these eleven 305 mm wide stripes would be cut one after another without any changes on the sliding saw. This, obviously, goes very quickly.
Now, if I was not using that jig that is parallel with the blade, but instead referencing these cuts from the cross-cut fence, than those red banana cuts would cause problems, but since I'm using that jig I'm actually referencing from the straight edge and banana cuts end up having negligible effect on the final result. That way I don't have to use stable manufactured boards or cut twice to get rid of banana cuts.
Next, I would cut A.D and A.L from one of those 762 x 305 stripes.
Then B.L and B.R from one of those 723 x 305 stripes and finally C.D and C.L from two 762 x 305 stripes. These parts are cut regularly the way sliding saw cross-cut fence and flip-stop are meant to be used.
Occasionally, I'll toss in some shelves (like B.S on the diagram) or some other parts (like stretchers or such) to fill in unused space on the sheet. Our goal is to have critical case parts (those that are necessary to assemble the cabinet case) first, so that we can have cases assembled as soon as possible, and leave everything else (like shelves) for later.
We get a little more waste this way, but gain in time and efficiency outweighs that loss considerably.
This cut diagram has been made in CutList Plus. One way I can simulate sequencing is that I do not import all the parts at once, but let's say just first three cabinets. I then quickly manually arrange those parts to look like something on this diagram I used as an example. Once I'm happy with the layout, I can freeze/lock those layouts and then load another batch of parts. Those will be arranged on additional sheets without disturbing previous ones (since I locked them), and so on.
It's not a big deal, but we have recently solved some bigger bottlenecks and are now attacking these smaller nuances. We're running out of space in our current shop, and I feel like nothing big can be done until we move into a bigger space.
View higher quality, full size image (1944 X 1019)
5/6/24 #10: Cut list optimizer with sequencing ...
Oggie, CNC is the best investment we ever made, followed by Mozaik. There are too many available at auctions to be cutting with a slider.
Our operator loads and unloads the CNC and while the sheets are being cut, edge bands the finished panels. Only thing left after is the drill and dowel machine which inserts the dowels. Sheets get cut in 5-9 minutes depending on the amount of holes.
5/7/24 #11: Cut list optimizer with sequencing ...
Bozzy,
Yes, that is the plan. We would have already done it if we had space in the current shop we rent, as well as power capacity. But we need to move first. Not easy to find good space in our area and not to mention current renting prices.
Which CNC you got? Any recommendations?
We were thinking of Shopsabre IS510.
10/7/24 #12: Cut list optimizer with sequencing ...
Website: http://www.optimik.com
Hello,
you can check OPTIMIK - www.optimik.com ...
Rastislav
|
