Thanks for the responses.
I have found a couple more facts out. The backing has been eliminated, apparently they are just using corner braces and the will be using a ply core. They are unconcerned with the grain matching at the mitre.
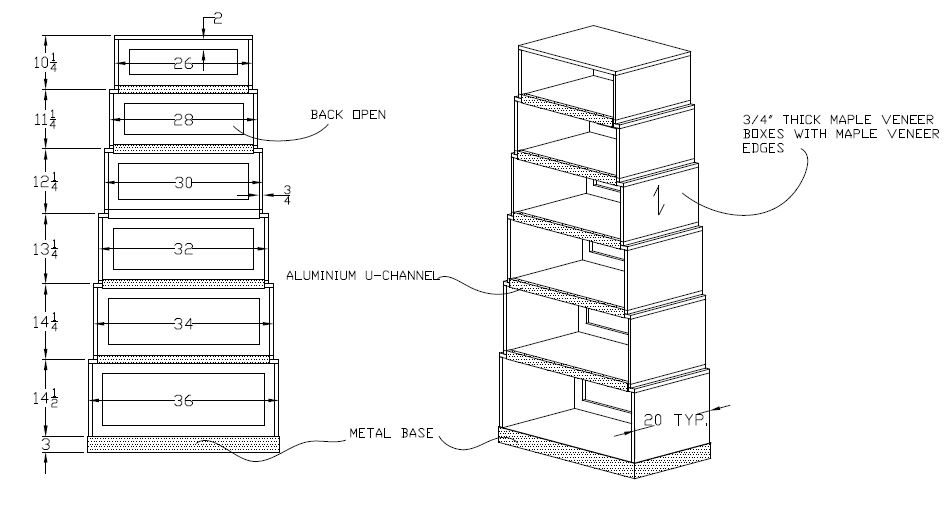
I think that I am leaning towards mitre folding the parts. The main issue is that the dimensions will not fit yield well on 4x8 or even 4x10. The largest box ends up being 102 1/2" when flattened and the smallest is 72 1/2". I can get a better yield if the parts are nested to maximize material usage but in this case I have to cut clean through the veneer as the parts will be not be laid out unit by unit. In this case can I still use an insert type v-groove router tool to cut through without tearing out the end grain? Will I have to apply tape were the cuts will be before I machine, then remove it and apply more tape before folding?
They do have a shaper but it has no feeder and they do not seem very competent with setting it up. The other thing is if it's a locking mitre it would have to be blind. I figure this could be done on the CNC with multiple tools as I could stop the lock mitre tool before it cuts through the edge and then clean up with the folding tool.....As I am writing this it seems like I am over complicating!
Just trying to weigh up what method is best.
Richard