You can screw down vac pods to your existing spoil board and then use a true vacuum pump vs. your regenerative blower to pull a vacuum on the pods. If you don't have a pump that will pull 26" though then this is not likely to work for you.
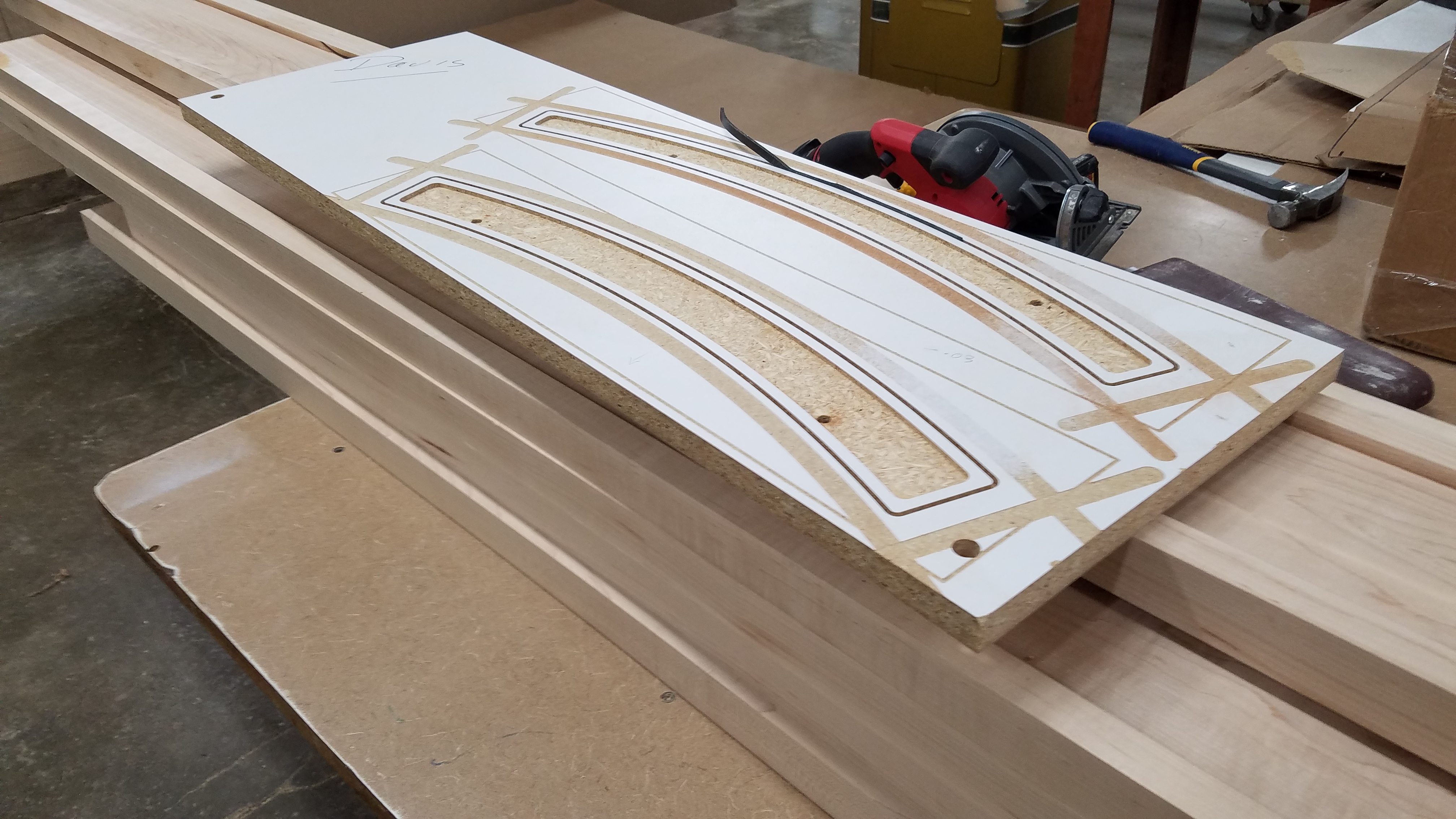
Since your parts are only about 8" x 30" rectangles, and they are only held by vac pods, you will probably see some twisting of the wood as the cut is made. To resolve this use side and end blocks around the blank, screwed down to the table, to lock the blank in place so it can't twist.
Then make your cuts with multiple passes that are at most 1/2" deep. It might actually be faster to run 1/4" deep passes at a higher feed rate. Either way about 18,000 rpm at around a 100 to 200 ipm feed rate is what you will likely need to be running. The smaller the bit diameter the better but 1 7/8" overall depth in maple will limit how small you can go.
Depending upon what you are cutting, and the volume of parts, it might be faster to just screw the blanks down through the scrap side of the cut and then onion skin at about 1/16" thick. This might require some creative method for removing the onion skin such as making the parts over thick and then clearing the onion skin on a wide belt sander or planer. A final CNC pass would of course be quicker and simpler but that will depend upon the part staying stable when being cut free......which can be difficult to pull off.
The biggest issue is, as stated above, the fact that a rectangular blank will want to twist if it his held with vac pods. If you can run multiple parts out of a longer board that will help as you can use fewer anti-twist blocks mounted further apart.
BH Davis