Message Thread:
Delta DC-33 parallel thickness issue
11/20/14
 Website: http://ninestoriesfurniture.com
Website: http://ninestoriesfurniture.com
I have recently purchased a used Delta/Invicta DC-33 planer (model 22660) and am having problems getting a consistent planing thickness across the entire knife. I"m not talking about a huge amount, but .010 across an 8" board is enough to be a problem, and thats what i've got.
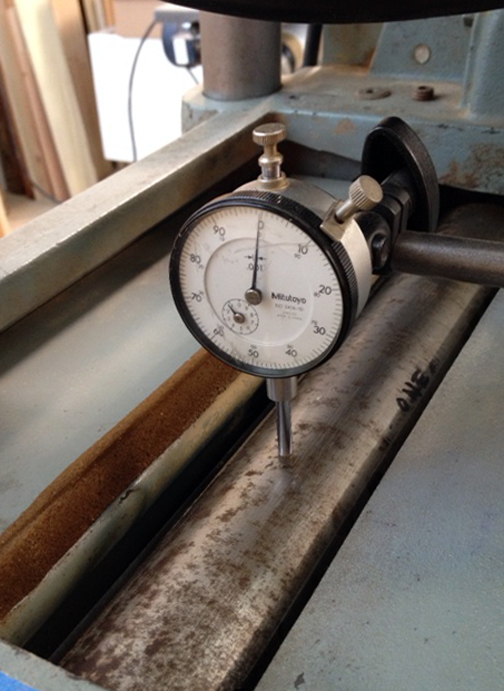
I've tried many things including putting the planer on its side to adjust the posts individually in relation to the chain, but the closest i can get the head in parallel with the table is .006" from one side to the other (13" head).. not bad, not great. I thought maybe the columns were worn in the lower portion as most people do their work in the 1" - 1.5" thickness zone, so i fabricated a long arm indicator holder that reads from the table and wraps around to the top of the head (anyone else tried this?). Using this same indicator set up, i've tried setting the knives parallel with the table AND in another approach parallel (or would it be concentric?) to the head. Both methods ended in the same result of a tapering width board.
So i thought, hell with it, i'll make a platen for the table shimmed up .010" on the one side, and that still doesn't do it! I'm at a total loss.
I've got the rollers and chip breaker all set to the manuals specs, and the machine "runs" well. White oak boards plane easily, with no snipe or tear-out.
All i can think is that something is wrong with the bearings on one side which is allowing the head to actually push away .010" during the cut, though i cannot feel any slop whatsoever in it with a pry stick and block.
Anyone come up against this before with this planer or similar style planer?

View higher quality, full size image (504 X 672)
View higher quality, full size image (504 X 691)

View higher quality, full size image (504 X 672)
11/20/14 #2: Delta DC-33 parallel thickness issu ...
First off, the blades should be parallel with the head. Then start checking table to blade clearance from the table. It can be as simple as a block of material on one side, bring the table up until it just touches the blade (machine off of course) slide it over to the other side to check how parallel you are.
11/20/14 #3: Delta DC-33 parallel thickness issu ...
Ken, thanks for this.
Yes of course the knives should be parallel to the head. And yes, i agree that checking parallel btwn knife and bed is as simple as placing a block under the knife on one side and then the other. The problem is, there is no way to adjust the parallelism of the head to the table (other than the coarse adjustment of the chain-to-sprocket assembly under the base casting). Just to note - in the case of the Delta 4 post style planers.. it's a matter of bringing the head assembly down rather that bringing the bed up, but it amounts to the same thing, and i know what you meant. Thank you for your input.
11/21/14 #4: Delta DC-33 parallel thickness issu ...
First, use the Delta 3 leg gauge to set your knives in the head. This will put them all in the right place, correct projections, etc.If you don't have the gauge, you can get a dial indicator mount that will straddle the knife and help you set it correctly.
Secondly, you need to indicate from the bed to the knife. Jigging to go up and over, etc is a path to insanity. Again, a dial indicator with base can do this just fine. This is a direct measurement and will help out immensely if you do the first thing correctly.
Third, when setting the posts and chain, take out all the lash in the chain and then in the threads of the height adjusters.
Fourth, when setting the thickness on these types of machines, it is important to always come up on the dimension. That is, to go from 3/4" to 11/16", you need to go below 11/16" and then crank up to 11/16". This is similar to tuning a stringed instrument, if you are familiar with that.
If you do not learn to set the height correctly each and every time you will easily see about .010 or more variations. The considerable weight of the machine head is on those posts/sprockets/chain, and the head is designed to be set only on the up tension, not the down. If cranking down, the weight is unbalanced and not on the threads as it is designed to be.
If you need to hold such close dimensions, I suggest looking at a better planer, with moving bed on 4 posts, and using a digital readout. I have an older Powermatic 18" with and Accurate Co readout on it that gets lots of use and routinely holds within about .002 or .003 between sharpenings.
By the way, I also set the thickness on the "up" on this machine also - again with the threads..... As well as the shapers, the molder, the mortiser, the tenoner.....
11/21/14 #5: Delta DC-33 parallel thickness issu ...
OK Andrew, I just threw that out there with my planer in mind which is a Rockwell wedge bed where the table moves up & down. Looking at the diagram ( http://www.ereplacementparts.com/images/delta/22-660_TYPE_2.pdf ) on the DC-33 I can see where you're limited to the sprocket tooth spacing since the sprocket is keyed on the lifting screw ( parts 22, 26, 29). My thoughts and I can't tell exactly by the diagram, is how is the bearing (#24) seated? If it's sitting in the base then determine the difference in height one side to the other and possibly shim the bearings to raise it up?? Again just guessing looking at the diagram.
11/22/14 #6: Delta DC-33 parallel thickness issu ...
Andrew - I will add that when I had that planer, it worked well once I learned how to keep it accurate. However, the feedworks started to get noisy, and I found the gears were severely worn. I sat down to order parts only to find out that Delta no longer made parts for the machine, and if it went down, it was likely down for good. A machine shop could make the 3 gears it needed, but it would be 3 weeks and unknown expense - one hypoid gear was bronze. This would have made life extremely difficult, and even if I made it through that, anything else could fail, and I'd be back at the mercy of unknowns.
That is when I found my beloved Powermatic. I did get $32.00 at the recycling center for the Delta......
11/26/14 #7: Delta DC-33 parallel thickness issu ...
This is the best indicator for jointer knives and all planer adjustments. The button tip is far superior to the stock tip. For setting planer knives it straddles the. Easily sets feed rolls, bed rolls, adjusting the head to the table. I can set a four knife 20" jointer in a leisurely 20 minutes within .0005. I had to chuckle when I saw your jig.

View higher quality, full size image (765 X 1024)
12/4/14 #8: Delta DC-33 parallel thickness issu ...
Thanks everyone- Rick, David, Ken, for weighing in on this. Reading all of your comments has been really helpful.
The concept that Ken described of cranking up to a dimension, instead of down to it, was a revelation to me and it makes a lot of sense. I had just never heard of it. I do get a difference between up-crank and down-crank regarding parallelism of the head to the table of about .010" .
I made a smaller indicator stand to fit under the head, and while i was at it made a larger dome headed tip for the indicator. I then found the bottom of the knife rotation and clamped a fence to the table in line with head so as to eliminate error in indicator placement. I then adjusted all the knives to within .001 of one another while the head assembly was on the "up-crank" and with the height-lock knobs tight.
Unfortunately my results still vary, and thats what frustrates me most. Some passes are nearly perfect left to right, others are still as much a .012" different. I ran lots of test with jointed, matched, and labeled "left" and "right" boards of white oak and beech and i can't find any logic or pattern in my results.
I guess i'll just live with it and use the middle a lot.
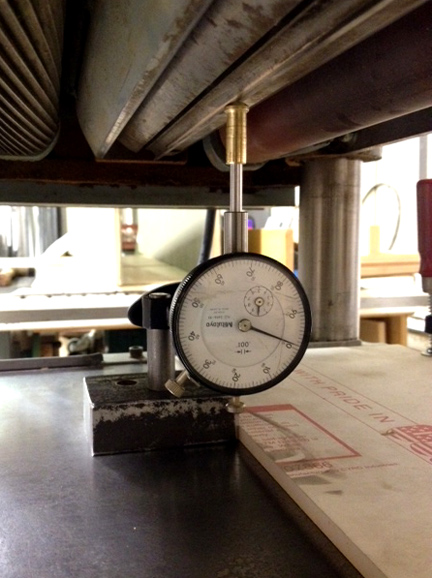
View higher quality, full size image (432 X 578)
12/13/14 #9: Delta DC-33 parallel thickness issu ...
I've been setting machinery professionally for over 35 years. You always go down not up when doing this. If you go up then you are introducing backlash which will easily introduce 0.010 to 0.015" error. Always set the knives to the head. Not quite sure of your procedure but when I see the gauges you made I cringe in disbelief. The gauge I posted is the ultimate planer jointer gauge but I get impression you don't get it.
12/14/14 #10: Delta DC-33 parallel thickness issu ...
Well i guess there is some disagreement on the "up to" - vs - "down to" for a finished dimension planing operation. I just hope we're all talking about the same type of planer.. dc-33 (rc-33 would be the same) where the weight of the moving component (head, gearing, motor, etc) is not a balanced or symmetrical assembly.
About your gauge Rick: yes i understand it and it looks like a nice one. Did you make it? Yes, i understand the knives should be set to the head, but if the head is not parallel to the bed, adjustments (though very small) , still need to be made. The reason i made the new indicator base to read from the bed to the knives is to confirm the difference. This is the same as using a smooth flat block of wood as a gauge block as a last step adjustment procedure.
12/15/14 #11: Delta DC-33 parallel thickness issu ...
It's never up, it's always down because thats how you use the planer to thickness the wood. Set the knives to the head. You need to focus on setting the head itself to the table. Undo the chain for the posts and zero the head to the table then hook up the chain. You are bound to have some backlash such a .005". Other table systems such a wedge beds can be more accurate but in woodworking .005 is more than acceptable. On my Oliver 16" jointer the manufacturer allowed .010" for flatness of the tables. Mine was .015" so I had it ground and got it within .005". Powermatic allowed .015" for flatness of the 66 Table saw.
I've worked on more machines in 30 something years than you can imagine. I did warranty service on Delta and SCMI. Also did work on every other brand from old iron like Crescent, Northfield, etc and Modern imports and the adjustment procedures are all the same steps in a certain sequence.
The gauge was purchased 30 years ago for $250 and is designed to straddle heads 4" or bigger. I have made one with 2" channel for straddling smaller heads that cost me some scrap and drilling and tapping. Your jigs would be useless to any professional machine set up person...
12/16/14 #12: Delta DC-33 parallel thickness issu ...
My first planer was a 1919 Fay & Eagan with babbitt bearings. It had almost 1/32" of wear in the center of the table. Not knowing anything else, or being able to afford a jig, I always indicated up from the table to the knives when setting them.
Those who say this is wrong, why? Shaper heads used to be set this way before corrugations held the knives in rigid angular alignment. If you needed a small taper, you set the knife at a small angle. Why not adjust the angle according to the angle of the table?
Andrew R, I wonder if you have play in the castings around the bearings. Ball bearings themselves are generally much much tighter than that. How about putting an indicator under the head and levering on different things to try to determine what is moving?
All my planers have jacked the bed into the knives, so I never lowered the table for a final pass. The screws were always tightened with successive passes, so backlash was never an issue like it would be on, say, the jointer. If your screws are jacking the head, then it will be every time.
12/16/14 #13: Delta DC-33 parallel thickness issu ...
Just thinking about this machine's mechanical design VS traditional raise the bed machines. Gravity and the force of the knives on a raise the bed machine are always working in the same direction, Down. On the move the head machines, gravity is working to hold the head down, but the force of the knives is working to push it up. There will always be some slack in any mechanical system of the adjustment type you have. Seems like 2 things could occur. 1. when a board is run to one side, the force of the knives pushing the head up will be greater on that side. 2. if there is a difference in "slack" between the two sides it will make the problem worse. This will make it nearly impossible to correct the differences. Even if you manage to get the knives set dead-on to the head the problem of a less than ideal design won't be overcome. Anyone understand where I'm coming from? I had also thought that this design may increase the ripple on the board but the amount of head bounce during each move to the next knife cut would be very small. By the way, in calculating the effective knife cuts per inch of board you have to assume a one knife finish cut. Not the 3 or 4 knives in the head.
12/16/14 #14: Delta DC-33 parallel thickness issu ...
You are talking about the cutterhead being out about 1/64"over its width. Can you shim the bearings? Can you shim the table against its jacking nuts? Keep in mind you are talking a pretty fine tolerance for woodworking. Yes, the machine should hold it, but do you really truly need it?
I'd be more concerned if there was that much play than if the head was out of parallel. Look at another issue� when you made the auxiliary table, how beefy was it? Planers compress with a good bit of force. Are you absolutely sure the shimmed table didn't yield? even 1" plywood could compress .010" at the 8" mark, if it was only supported at the edges.
Try putting your indicator on the auxiliary table, then stand on it. Does it move? The planer no doubt presses with several times that much force.
12/17/14 #15: Delta DC-33 parallel thickness issu ...
Rick L- My gauges are useless and they make you cringe. Got it. Thanks so much.
Jim- Yes setting the knives from the bed seems the only way if there isn't parallelism between head and bed, but i'm no pro at this, clearly. Yes the play in bearing or bearing housing also occurred to me and i had already checked it with indicator and gentle pry-action. Almost nothing. 001" movement max on either side. On your second comment though, just to be clear, the head does not read 1/64 out across its length, its within .003", but the result in cut can be as much as a 1/64" (=.015), and to me thats too much. I had a 20" grizzly once that held a better left to right tolerance, and i didn't think it was a great planer otherwise. But another planer i've had since 1994, a 10" inca, which is a delicate and tempermental little thing, holds dead on left to right. Absolutely zero difference. Up crank, down crank, whatever. I love the inca for small stuff and when you need a great finish, but it has no power whatsoever so is totally impractical for larger jobs. As for the auxiliary table (or platen as i call it when inside the machine), its just 1" melamine with 2 thicknesses of plain ol painter's tape (2" wide) under one edge 1 thickness in the middle, and none under the opposite edge. It could be thicker but i don't think thats it. Could be though. I'll make a thicker one when i get a chance. Thanks Jim.
Larry- Yeah, there is definitely a difference between the various machine designs, the two you describe being the two basic opposites, but i would think they have each been worked out to some degree before mass production. Especially the dc 33, which was made for quite a while i think, if you include the rc version. But about the uneven pressure causing the problem- I know what you mean and i haven't even attempted it. I'm doing all tests on either one wide board (jointed flat first of course) fed in on the center, or two smaller boards fed at the same time, one on the left and one on the right to counteract any slop/play there might be. Thanks Larry.
I want to say so that no one gets the wrong picture here, the machine is cutting really well otherwise. Decent surface finish on heavy and light cuts, no snipe, chips are clearing well, and it sounds good when running.
Thanks all. I'll keep you posted.
12/17/14 #16: Delta DC-33 parallel thickness issu ...
Andrew L�
Much as it surprised me, when I tried a paten made the same way it didn't work at all. Just too much compression from the planer, it flattened the platen out.
Three possibilities: is your bed flat? Try working a feeler gauge under a straightedge, laid in different positions on the bed. It would throw off your indicator readings, especially if you use the long arm in your picture.
Is the cutterhead a cylinder or does it taper? It would be weird, but possible.
More likely: have you checked out the bed rollers for evenness and roundness? They are often made so they can be shimmed or jacked with screws. Seems obvious enough that you'd have done it, but you don't mention it.
Tracking down the issue with the geometry will tell you how to compensate. It can be frustrating, but keep at it. Have you checked the amount of projection of the knives? When you indicate them and the head, is the jump the same on both sides?
Another possibility is that the knives are dull on one side or are so badly sharpened that they cut differently at different places.
If the cutterhead is parallel to the table like you say, the saddle type gauge described above might well be your best bet. Amazon has them for about $60.
12/18/14 #17: Delta DC-33 parallel thickness issu ...
First off I think your gauges are first rate and 30 years of setting machines up evidently doesn't get you thirty years of class.
I would say it's fair to assume when you have a moving head and a fixed table, slop is going to be there. You are lowering the head as you reduce thickness so backlash in the screws is an issue and not sure it can be completely overcome. Not to mention this machine is used.
I helped a friend setup a 20" grizzly planer (piece of crap) once of similar design. The instructions basically walked you through the entire process of systematically leveling and dialing in the head and table because of course the factory doesn't do that for you. You can download those manuals online and might help.
3/7/16 #19: Delta DC-33 parallel thickness issu ...
Brovo JB!!
Also my gears wore out and I used the ones from a Grizzly and it works perfectly. Since Delta doesn't make them what choice do you have? LOL Machine does feed a little slower but now the finish is nicer too!
I thought it was worth posting for those that want to keep their planer but don't want to pay bug bucks for custom gears.
JB II
6/7/20 #21: Delta DC-33 parallel thickness issu ...
Website: http://www.stevenwoodward.ca
The RC-33 is a great machine when it is running correctly. I bought mine in 1984.
Perhaps machine is gummed up with sawdust caked grease. Checkout video for cleaning, lubrication and adjustments. Video includes replacing head with a Shelix but you can just skip those parts.
More ideas....
Use a steel straight edge to check if the cutting edges of the knives are straight. A light behind the blade and ruler makes it easy to see.
Lower the bed rollers to be below the table to ensure that they are not a factor. Wood that has been jointed does not need rollers. Spray table with Teflon table saw spray if wood does not want go through machine without rollers.
As has already been mentioned, raise the carriage (rather than lowering it) so that the carriage registers on all 4 posts. Also tighten both carriage locking knobs.
As already mentioned make sure knives are set parallel to cutter head. Perhaps the knife setting jig needs a tune up.
Turning a sprocket under table, by just one tooth, changes the height of that corner of carriage by 0.016 inch. In a worst case situation that could mean 0.008 inch variation from one post to another even after making optimal adjustment with chain and sprockets underneath. Typically it would be less than that. You got 0.006 so can't do any better by adjusting chain and sprockets. Check height casting at each corner of carriage with a wood block that rests on table. This is the method recommended in instruction book.
Final step would be to adjust one end of cutter head by loosening the 4 bolts on top of casting that hold the gearbox in place, and slipping brass shim stock between the cast gearbox and the cast carriage, then tighten bolts. If adding shims makes taper worse, then underneath sprockets need to be adjusted on one side of machine.
RC-33 lubrication and adjustment video
6/10/20 #23: Delta DC-33 parallel thickness issu ...
As always do as you feel is best. Be reminded that the four posts are held in by pointed set screws, if by chance the screws aren't properly seated they can affect the post/posts height, which will transfer +/- to the spindle and spindle nuts. Insure that spindle bearings and snap rings are completely seated. Just my .02
6/24/20 #24: Delta DC-33 parallel thickness issu ...
Link to RC-33 documents: Instruction book, parts diagram, and more
https://drive.google.com/drive/folders/1_Qm84_ZeMmsxgP-hHsI-Ppf39kiUOEU3?usp=sharing
6/25/20 #25: Delta DC-33 parallel thickness issu ...
Steve, good video on installing the Shelix head. Regarding oiling the in/out feed rollers, I use saxophone bumper felts in the springs to act as a wick to store and feed oil and 6mm plastic plugs in the adjustment plugs.
https://www.ebay.com/itm/Alto-Tenor-Sax-Saxophone-Bumper-Felts-for-Wind-
Woodwind-Instrument-Parts/264403002089?ssPageName=STRK%3AMEBIDX%3AIT&var=5640
33389073&_trksid=p2060353.m2749.l2649
https://www.ebay.com/itm/8-Pack-NEW-
Genuine-ProCraft-Brand-Flexible-6mm-Black-Plastic-Hole-Plugs-FP-6mm/261647188326?
ssPageName=STRK%3AMEBIDX%3AIT&_trksid=p2060353.m2749.l2649
8/12/20 #28: Delta DC-33 parallel thickness issu ...
came across this RC-33 pictorial tear down and restoration by Ed Hollingsworth
Ed Hollingsworth RC-33
|
