Message Thread:
missing air fault.
10/30/23

So we had an issue with our compressor being shut off during a cut process on our SCM Pratix 48NST cnc, which cause a PLC26 emergency missing air fault. Upon resetting our system, and having everything restored to a working state, our CNC wont let us do anything to move the CNC. we cleared the error, but the Green power button wont light up and will not allow us to move or calibrate the router head. any help will be greatly appreciated.
10/30/23 #2: missing air fault. ...
Likely another reset somewhere.
Or a Z over travel if it settled down.
10/30/23 #4: missing air fault. ...
I have gone thru all the typical resets, up to and including safety button resets.
I had thought of a z over travel, but the process required a less than full depth pass and the router is a half inch or so above the table. what is the process to raise the z depth? I have tried to manually turn to raise the height, but it will not budge, and I don't want to damage anything.
10/30/23 #5: missing air fault. ...
At this point we would grab the wiring diagram and start tracing the e stop circuit.
E stop pressed in that you don't know about?
And I only ask because we've done it - are you sure there is air to the machine?
Sometimes on older machine e stops and safety switches sometimes are dirty and there is no contact when reset - need to check for voltage across them. We've replaced many e stops that wouldn't reset properly.
10/30/23 #6: missing air fault. ...
Funny enough, all the e-stops have been replaced recently, and the only one that was used has been on the Cabinet, is in working condition, and the proper run position.
10/31/23 #7: missing air fault. ...
It sounds like an overtravel somewhere. Turn off air and manually push the gantry in X and Y. The spindle should be away from tool changer area, the machine knows then it can't collide with carousel. Check limit stops for dirt/ grease and blow out. You may hear a click when moving things around, this will enable you to go to to Xilog and go to Manual to move things around. If you get the Z axis above an acceptable height you will be able to do a calibration
10/31/23 #8: missing air fault. ...
Website: http://www.bhdavis.net
Physically look at all the limit switch and make sure none of them are engaged. Then as said above power down and move the x and y axes. Then if at all possible raise the z-axis.
If the problem is elsewhere this won't solve it. But it will let you know the problem is elsewhere.
BH Davis
11/2/23 #9: missing air fault. ...
A Z depth over travel is the same conclusion we have come to. The weird thing is the Z is actually 5/8 above the table. We have tried to raise it up but because of the braking system we have not been able to find a way to manually raise the spindle up to clear the problem. SCM has not been the best of help in regarding this, so any help would be greatly appreciated!
Thanks in advance.
11/2/23 #10: missing air fault. ...
What is the type of braking system?
There should be a Z axis over travel over ride for such an occasion?
What control on the machine?
At times we have had to put a jack under the Z axis to move it back into place.
11/2/23 #11: missing air fault. ...
We think it is an electric blocking deal. I have put a bottle jack under the spindle and put pressure in it, as well as tried turning it manually with the CNC turned on, off, with air, and without air, to no avail. We are able to move the X and Y axis with no problem, but the Z will not move. It seems odd that there would be a problem elsewhere considering it was working fine before the tech cut the air.
11/2/23 #12: missing air fault. ...
Do you have all the manuals and wiring diagrams?
11/2/23 #13: missing air fault. ...
Just a thought
There may be 2 motions on the Z axis. A pneumatic plate that moves the Z up and down for tool changes as well as the powered Z with a brake.
It could be that the combination of the air pressure drop and the Z down and the reset could have the machine confused.
In a Monday morning startup with no pressure, the pneumatics may be collapsed but the driven Z would be up. In this case they are both down so the control doesn't know what to do.
It's also likely that the pneumatics won't go up unless the driven Z is up so it's hung. When homing, the sequence would likely be driven Z up then pneumatic Z up, then home.
If the pneumatic cylinders are at the bottom you may need to manually move the valve to get them back up.
11/2/23 #14: missing air fault. ...
The Z axis has a brake. So it's not good to try and raise it with a bottle jack. What is the serial number of the machine?
11/2/23 #15: missing air fault. ...
It's a Pratix 48 NST H with a piggyback drill bank, no hand controller,
serial #AA1/015777.
11/2/23 #16: missing air fault. ...
I am familiar with Thermwood CNC's that also have a brake, so when I put the bottle jack under it, I was very careful with only putting a bit of pressure on it just to see if it would move.
11/2/23 #17: missing air fault. ...
On the back wall of the electrical cabinet you will find 3 LED lights called the XEM. If all 3 are on it is not an over travel switch. If that is the case check the 13A1 PILZ unit, it controls the safety circuit. You must have continuity between wires 111 and 112. If you don't you will have to trace the circuit between those two wires. You will find the circuit on page 10/11 of the electrical diagram.
11/2/23 #18: missing air fault. ...
Ok so all three lights are off. just to verify the module is about knee height, 3 LED . some of the wires going in are labeled X04, Y04, and I2.4.
11/2/23 #19: missing air fault. ...
Check if the spindle cooling fan is on, it is mounted on top of the electro spindle. Also, inside the electrical box mounted on the Y axis underneath the centralized dust ports check the C1A1 relay. You must have 24vdc on wire 304 to ground and also wire 305 to ground.
11/2/23 #20: missing air fault. ...
the spindle fan is on, but we have a part push system on the carriage so its quite difficult to get at that electrical box.is there another way to get at those wires to check them?
and if that relay is fine what would be my next check, or resolution?
11/2/23 #21: missing air fault. ...
The rake is mounted to the X/Y gantry, so if you push the Y axis head to the front or back you will have room to get to the box. if you do not have power on 304 to ground, the problem is likely the light curtain, if you have it on 304 to ground but not 305 to ground the problem is either the C1A1 or the spindle fans speed sensor.
11/2/23 #22: missing air fault. ...
So this is what my electric box looks like, I don't see anything labled 304, or 305.
Unless I am in the wrong spot.

View higher quality, full size image (4000 X 3000)

View higher quality, full size image (4000 X 3000)

View higher quality, full size image (4000 X 3000)
11/2/23 #23: missing air fault. ...
So after moving the rake over to access the electrical box, and activating the light curtain, I noticed that the 3 led on XEM are now on.

View higher quality, full size image (4000 X 3000)
View higher quality, full size image (4000 X 3000)
11/3/23 #24: missing air fault. ...
It's nothing as simple as offcuts and aluminium steps between the light bars in front of machine?
11/3/23 #25: missing air fault. ...
C1A1 must be in the main electrical cabinet. But you don't need to check that because it is working or those LED won light at all. If all 3 are on then you should be able to get power. If you can't get power make sure that both 13KA1 and 13KA2 are turned on and that you have 24vdc to ground on wire 113 of 13KA2
11/3/23 #26: missing air fault. ...
No it's definitely not as simple as that. The steps are for me to get onto the table, and the offcuts have migrated because this machine has been down for a week now.
Not all people are as stupid as that. At least I am not.
11/3/23 #27: missing air fault. ...
Sorry, my apologies. I am just a bit frustrated, I have been operating, and doing small and medium fixes on various brands of CNC's for almost, and I have never have had a machine suddenly shut down due to an air fault and not be able to get the errors cleared and it functioning again.
11/3/23 #28: missing air fault. ...
If you can't get power make sure that both 13KA1 and 13KA2 are turned on and that you have 24vdc to ground on wire 113 of 13KA2
11/3/23 #29: missing air fault. ...
Ok I dont have 24vdc on wire 113 to ground on 13KA2

View higher quality, full size image (4000 X 3000)
11/3/23 #30: missing air fault. ...
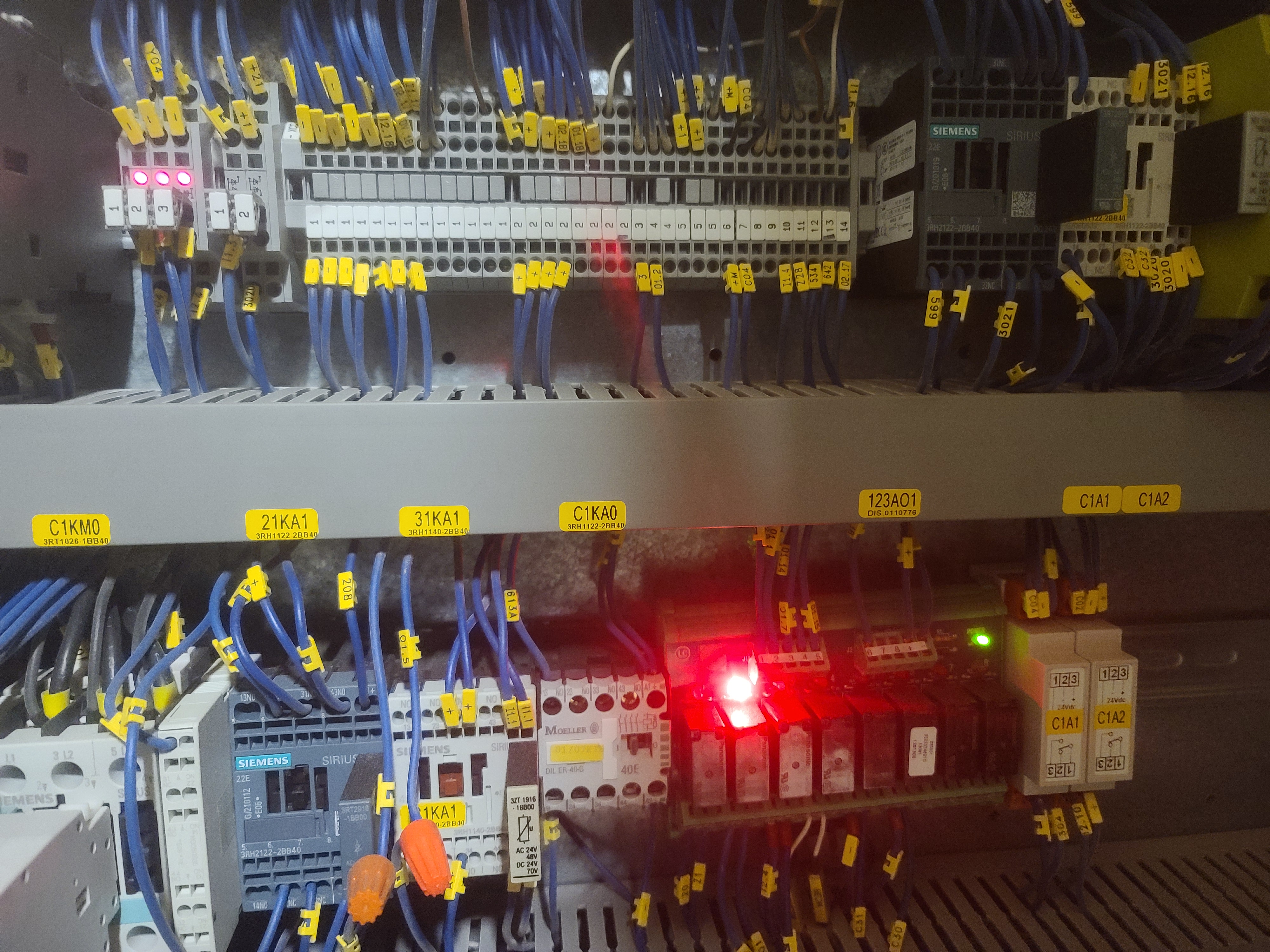
Ok, check to see that you have 24vdc to ground on 13KA1 on wire I2.16 which is going to the coil A1 on the relay.
11/3/23 #31: missing air fault. ...
So there is 2 wires labeled I2.16 does it matter which one I test?

View higher quality, full size image (4000 X 3000)
11/3/23 #32: missing air fault. ...
either one will work.
11/3/23 #33: missing air fault. ...
So a huge shout out and thank you to Rob Pierce for all of your assistance! Huge appreciation.
4/4/24 #34: missing air fault. ...
I am a little late to the party, but I would second what you said about Rob, he is a rockstar when it comes to SCM CNC�s , maybe other brands as well.
|